CORVINUS EGYETEM
Élelmiszer-tudományi kar
Élelmiszer-ipari műveletek és gépek tanszék
Élelmiszer-ipari géptan
Jegyzet
Írta: Berszán Gábor
2006-2007
Előszó
A
jegyzet a III. évf. okleveles /korábban technológus is/ élelmiszermérnök
hallgatók részére készült. Alapja a 2003-ban összeállított Élelmiszer-előállító gépek c. kézirat, amit a szerző tankönyvnek
szánt, de nem jelent meg. /Érdeklődők az elektronikus kéziratot megkaphatják/ Az
ábrák az Irodalom fejezetben
felsorolt könyvekben találhatók. Ezekre és szakmai tapasztalatokra támaszkodva
készülnek a táblarajzok. Rajzaim többnyire az irodalomban található rajzok
egyszerűsített, egységes elvek
alapján készült változatai.
A jegyzet a jelenlegi tananyag tétel-jegyzéket
követi. Bővebb, mint az előadás. A többlet kihagyható, illetve fakultatív. Az
órákon előadott anyagot, a táblarajzokat
kell tudni számonkéréskor.
Tartalom után található az elektronikus ábragyűjtemény jegyzéke.
Ezek az ábrák nem pótolják, hanem kiegészítik a táblarajzokat. Az e-ábrák a tanszéki
gépből /honlapról/ tölthetők le. Az ábrák egy része a hálóról letöltött kép, séma. Másik része a 18 tételnek megfelelő szkennelt tankönyv-ábra, illetve
hallgatói vázlat. Az ábrák az élip géptan
és az élipg vonalas mappákban
találhatók.
Tartalom / Tétel-jegyzék/**
l. Mosógépek
2. Ballasztanyag-eltávolító gépek
3. Osztályozógépek
4. Aprítógépek
5. Keverő, dagasztó gépek
6. Massza-töltőgépek
7. Kettős /koextruziós/ töltőgépek
8. Technológiai hűtőgépek
9. Hőkezelő berendezések
10. Cukor-diffuzör
11. Pácoló-gépek
12. Füstölő berendezések
13. Szárítók
14. Forgó henger kinematikája
15. Bepárlók
16. Lepárlók
17. Extraktörök
18. Fóliás csomagológépek
** A korábbiakban a tárgy
két féléves volt, Szakgéptan I. és II. néven. Ekkor a tananyag az I. részben az
1. – 7 tétel, a II. részben a 8. – 18. tétel
Irodalom
Elektronikus
ábrák
Mechanikus 1.
-
répamosó henger
-
gépsor
-
burgonyamosó
-
cseresznyemosó
-
eszköz /láda/
mosó szekrény
-
alagút
-
CIP alapegység
-
séma
-
dörzshámozó
-
gőzhámozó
-
zöldbabvég-levágó
-
osztályozó henger
-
kaszkád-osztályozó
-
szita szerkezete
-
lapok
-
detektor
-
dohány-pácoló
henger
-
húspácoló-forgató
-
vajköpülő
-
triör
Mechanikus 2.
-
keverő-daráló
-
kutter
-
daráló-és
kutterkés
-
burgonya-csíkozó
-
répaszeletelő kés
-
dohányvágó
késtárcsa
-
gép séma
-
hengerszék
-
hengere
-
vályús keverő
-
dagasztó
-
dugattyús töltő
-
fogaskerekes
töltő
-
koextruziós
termék-formák
-
gép /német/
-
diafragma
-
koextruziós gép
/japán/
-
tárcsás
gombócformázás séma
-
szerkezet
Hő-közlő
-
kutter-hűtés
-
tumbler-hűtés
-
léghűtő
-
lap-fagyasztó,
vertikális
-
horizontális
-
spirál-fagyasztó
kamra
-
három egysége
-
szalag-részlet
-
jégpehely-gyártó,
csöves
-
merülő-hengeres
-
sörfőző
-
főzőszekrény
-
kisüzemi autokláv
-
fekvő autokláv
-
kapcsolási séma
-
sütőkemence
-
alagút
-
kenyérsütő-gépsor
-
sertés-forrázási
eljárások
-
magpörkölő
Anyagátadó
-
cukorrépa
-
diffuziós torony
/extraktör/ képe
-
kapcsolási séma
-
részletek
-
horizontális
extraktör
-
többtűs pácoló
/hús/
-
hengeres pácoló
/dohány
-
izzó lapos
füstgenerátor
-
dörzsöléses -„-
-
kis méretű /ajtóban/
generátor
-
dohány-szárító
pajta
-
alagút szárító
-
kamrás -„-
-
szárítás
napenergiával
-
hengeres szárító
-
porlasztva
szárító
-
Robert-bepárló
-
két-fokozatú
bepárló
-
bepárló üzemi
kapcsolási sémája
-
szesz-lepárlás
-
buboréksapkás
tányér
-
lepárló oszlop
-
töltetek
-
extraktörök
/szalagos, rekeszes/
-
fázisdiagram
-
szuperkritikus
extraktör
Csomagológépek
-
kamrás
-
ikerkamrás
-
kamrás-szalagos
-
kamrás gép
műveletei
-
gázfúvó fej
-
kettős fóliás gép
/Tiromat, Multivac/
-
műveletek
-
fólia-vonszoló
lánc
-
hosszvágó kés
-
mártott keksz
csomagolása
-
Blister-csomagolás
-
pántoló gép
-
palettázó gép
-
fóliás övező
-
tömlőformázó gép
-
Tetra Pak dobozok
-
csomagolóanyag
vezetése a gépre
-
májkrém-csomagoló
-
cigaretta
zsebcsomag elemei
-
filteres-tea
csomagoló gép
* * *
Mosógépek
Az élelmiszer-előállító üzembe érkező nyersanyag a termőföldön és a
szállításkor szennyeződhet. A gépek,
segédeszközök ugyancsak szennyeződnek. A nyersanyagot feldolgozás előtt, az
eszközt ismételt használatkor meg kell tisztítani. A vízzel végzett tisztítást mosásnak,
a műveletet végző gépet mosógépnek
nevezzük.
A tisztítás célját tekintve megkülönböztetünk nyersanyag- és
eszközmosó gépeket. A víz tisztító hatása általában mechanikus
szenny-leválasztással párosul. Eszközmosáskor vegyszereket is alkalmaznak.
A mosógépek vízigényesek, ezért nagy gondot kell fordítani a víztakarékos
eljárások alkalmazására.
Nyersanyagmosók
A tisztított anyag szerint csoportosítjuk a nyersanyagmosókat. A cukorrépa
mosására hagyományosan nagy méretű / 2 m átmérőjű, 10 m hosszú/ kombinált
gépet, újabban gépsort alkalmaznak. A cukorrépáról eltávolítandó szennyező
anyagok: homok /föld/, kő, gaz /növényi hulladék/, fa, műanyag.
A Lemoine kombinált répamosó gép egységei: a répát befogadó
vályú; az anyagtovábbító lapátok; az ellenáramú mosóvíz-rendszer /csővezeték,
szivattyúk, szerelvények/. Valamint a szennyezőanyag-leválasztó szerkezetek.
A forgó lapátokat egymást
követően 45°-kal elfordulva ékelik a tengelyre, így azok forgás közben a répát
nem forgatják, hanem tengely irányban továbbítják. Eközben a répa a lapátokhoz,
egymáshoz dörzsölődik, miközben mozgásával ellentétes irányú /ellenáram/ víz
mossa. A répa felülről jut a vályúba, ürítésre kidobó lapát szolgál.
A szennyező anyagokat leválasztó szerkezetek: a homokot a vízáram
perforált lemezre sodorja, ahonnan a homok gyűjtőkamrába kerül. A kamra
fenéklapjának billentésével üríthető. Zsilipes /kettős/ kamra alkalmazásával
kevesebb a homokkal elfolyó víz. A kő répához viszonyított kisebb mérete és
nagyobb fajlagos tömege következtében hullik ki az acélrudakkal ellátott
leválasztó egységből. A növényi hulladékot, a gazt a vályúba illeszkedő
perforált forgó dob segítségével választják le. A forgás következtében a gaz a
leválasztó laphoz jut, a lapon ütközve a gyűjtőcsatornába hull. Onnan tengely
irányban kivezethető.
A gép teljesítőképessége /kg/h/ befogadóképessége és a mosási idő
ismeretében számítható. A mosási idő a répa szennyezettségétől és a mosógép
előtti úsztató-csatorna hosszától függ, általában 4-6 min. Elektromos energia a
lapátok forgatására és a szivattyúk működtetésére szükséges.
A Lemoine forgó lapátos mosógép alternatívája a BMA-típusú,
szitabetétes forgó hengeres mosó. Kedvező a gép töltése ürítése. Háromféle
méretben gyártják: átmérő 2, 3, 4 m. A hossz és a fordulatszám a
teljesítőképességgel arányos.
A nagy méretű kombinált, valamint forgó hengeres répamosó üzemeltetése
nehézkes. Egy szerkezeti egység meghibásodása a gép leállítását okozhatja.
Műanyag, fa hulladék leválasztására csak úgy alkalmas, ha ezek az anyagok a
homokkal vagy a gazzal együtt válnak ki.
Az e-ábrán érzékelhető a gép nagy mérete
Az FCB-típusú répamosó gépsor egységei az ábrafelirat alapján
megismerhetők. Az előbbihez hasonló elven működő, egyedi iszap- és
kőleválasztón kívül két fokozatban rácsos fenéklappal ellátott vibrátor választja le a gazt és az egyéb hulladékot
/fa, műanyag/. A két fokozat és a vibráció növeli a tisztítási hatásfokot.
A gépsort teljesítőképességének megfelelően / 6-20 ezer t/d / többféle
méretben gyártják. Hatékonysági adatok:
vízfogyasztás:
500 l/t
anyagtisztaság:
0,2 % szárazanyag-maradék
elektromos-energia
fogyasztás / a szivattyúkon felül/: 0,8 kWh/t
A vonalas e-ábrán láthatók a gépsor egységei és
azok megnevezése.
A zöldség-gyümölcs félék a termőföld- és a szállítás-eredetű
anyagokon kívül
kórokozókkal, a permetezőszerek maradványaival is szennyeződnek.
A mosógép szerkezetét a nyersanyag alakja, mérete, fizikai jellemzői
/”állomány”/ és szennyezettsége határozza meg. Kemény húsú termékekre
/uborka, burgonya, alma/ kefés, lágy termékre /málna, paradicsom/ levegőt
befúvó mosógépet alkalmaznak.
A kefés mosó tisztítószerkezetét kettős kúpos, valamint egymást követő
kefehengerekből alakítják ki.
A kúpos-kefés mosógép
álló és forgó kefe-felülete között halad
végig a gép garatjába töltött termék. A kefék közé vizet vezetnek. A termék
mozgására a gravitáció és a kefe forgásakor fellépő súrlódó-erő van hatással: a
kúppaláston csavarvonal mentén halad végig az anyag. A tisztítás hatásfoka a csavarvonal
hosszával arányos.
A belső kúp forog, a külső függesztve áll. A függesztési hossz
változtatható /pl. szemes lánc segítségével, amikor is a szem-osztás a
hossz-változtatás egysége/ a termék vastagságának megfelelően. A forgó és álló
kefe kis távolsága esetén a termék roncsolódhat, nagy távolság mellett nem
érvényesül a mechanikus tisztítási hatás. A kefék közül az anyag
gyűjtő-vályúba, onnan kihordó szalagra kerül.
Uborka mosásakor a gép teljesítőképessége 5-7 t/h; a vízfogyasztás 3-4
m3/h
Az e-ábrán
látható gépben a keféket a hengerpalást-termék és a termék-termék közötti
súrlódó erő helyettesíti.
A hengeres kefesoros mosógép
vízszintes elrendezésű kádból és a kád hossza mentén elhelyezett forgó
kefékből áll. A forgó kefék alatt – a kefehenger átmérőjének megfelelően
– ívelt álló kefék helyezkednek el, ezek között halad át a termék, a
forgó kefe továbbító hatása következtében. Ez a hatás „dörzshajtás”-hoz
hasonló. A hajtáson kívül a dörzsölés a termék tisztítását eredményezi.
A kádat vízzel töltik fel. A kefesoros gépben a termék vízbe merül, így
hatékonyabb a tisztítás.
A gép teljesítőképessége hosszmérete és a kefék száma alapján
változtatható. Átlagosan 3,0 t/h teljesítőképesség és 1,5 – 2,0 m3/h
vízfogyasztás jellemzi a gépet. A tisztított terméket szalag hordja ki a
gépből. A szalagon haladó termék zuhanyozása javítja a tisztítás hatásfokát.
A gép fenéklapjának – amire az álló keféket szerelik – és a
forgó keféknek a távolsága a termék méretének megfelelően csavarorsó
segítségével változtatható.
Kiválasztási szempontok. A cukorgyártás koncentrált,
nagyüzemi tevékenység. Gépcserére ritkábban kerül sor. A kombinált répamosó és
az egyedi gépekből kialakított tisztítósor előnyeit-hátrányait egybe vetettük,
a mérleg nyelve egyértelműen a tisztítósor irányába billen.
A kúpos-kefés mosó kis-, közép-üzemű gép. Teljesítőképessége a kúpok
méretének megfelelően kötött. A kefesoros gép teljesítőképessége a kefék
számának, illetve a gép hosszának növelésével fokozható. Tisztítási hatásfoka a
kúpos gépénél jobb. Az áztatóvíz visszaforgatásával mérsékelhető a
vízfogyasztás és a szennyvíz-kibocsátás. Ezzel az előnnyel párosul a vízszűrő
rendszer költsége. Miután az ivóvíz korlátozott forrás, a döntés egyértelműen a
víztakarékosság mellett szól.
A lágytermék nem viseli el
az erős felületi tisztító hatást. A mozgatásnak is kíméletesnek kell lennie. A mosógépben lengő tálca mozgatja a gyümölcsöt. A kefét
légáram helyettesíti. A gyümölcsöt a kád vizébe merülő perforált fenekű lengő
tálcára adagolják. A forgattyús hajtóművel keltett lengő mozgásnak emelkedő és
süllyedő szakasza van. Az emelkedő szakaszban a tálca felemeli a vízzel fedett
gyümölcsöt. Egyidejűleg a forgattyú-kar által leírt kör átmérőjének megfelelő
hosszban előre lendíti a felemelt gyümölcsöt. A tálca süllyedésekor –
miután a termék a vízben úszik – a gyümölcs fenn marad a következő
ütemig, amikor ismét egy átmérőnyit halad előre.
A tálca alá perforált csövön át fújja a levegőt a ventilátor. Az áramló
levegő a víz tisztító hatását fokozza.
A gép teljesítőképessége a tálca
méreteitől, a forgattyúkar hosszától és fordulatszámától függ. Ez utóbbit
korlátozza az, hogy ha a fordulatszám kicsi, a gyümölcs nem emelkedik fel a
tálcáról. Túl nagy fordulatnál a tálca örvénylést kelt a vízben, a gyümölcs előbbiekben
leírt mozgása nem valósul meg.
A hazai középüzemekben alkalmazott gép teljesítőképessége málnára 2-3
t/h, vízfogyasztása 2-3 m3/h.
Az e-ábra
szalagos cseresznye-mosót szemléltet. A gyümölcsöt a szalagra terítik ki,
közben éri a zuhany.
A húskészítmény egyik nyersanyaga
a sertés. A vágóhídra beszállított állat testfelülete a tenyésztő
gazdaságban, szállítás és a vágásra való várakozás közben szennyeződik. A
vágástechnológia része a test forrázása. A forrázást megelőző testmosás
elégtelensége miatt szennyeződik a forrázó-viz, ami higiéniai szempontból
megengedhetetlen.
A vágóvonalon – kábítás, szúrás után – a test magaspályára
kerül, ahol a mozgatás végtelenített lánc /”konvejor”/ segítségével
valósul meg. A mosógép a magaspályához illeszkedik. A forrázás előtt gumi verőléces
tisztítógépet szerelnek fel. /A
perzselést követő utótisztításra
kefehengeres testtisztítót alkalmaznak./
A rugalmas gumi léceket forgó tengelyhez
rögzítik. A függő testet két verőléces tengely fogja közre. A lécek a tengely
nyugalmi állapotában függenek. A tengely forgásakor centrifugális erő hat a
lécekre, ekkor sugár irányba lendülnek és körpályát írnak le. Közben a lécek a
testhez verődnek, dörzsölik a testfelületet. A kefe a súrlódó-erőn alapuló
tisztító hatásán kívül a léceknél a centrifugális erő is érvényesül.
A
tisztítóhengerek függőleges elrendezésekor a magaspályán haladó testre a
tisztítási úthossz a verőlécek által leírt kör átmérőjével arányos. Amennyiben
a tisztítóhengereket a függőlegeshez viszonyítva α-szögben döntik és a
tisztítóhenger hossza L, akkor a tisztítási úthossz
L sin α > D
ahol
D = a tisztítóhenger forgó verőléceinek átmérője
A
sertéstest-mosó teljesítőképessége a magaspályán haladó test sebességétől
/konvejor-sebesség/ függ. Az összefüggést a vágóvonali számítások keretében
részletezzük. Hazai üzemeinkben használatos testtisztító teljesítőképessége
– a vágóvonal egyéb gépeivel szinkronban – 200 db/h, a
vízfogyasztás 50-150 liter/min, elektromos energia-igény 2 x 3 kW.
Eszközmosók
Az
eszköztisztítás körülményeit, gyakoriságát higiéniai előírások határozzák meg.
A szállító-eszközöket, göngyöleget ismételt felhasználás előtt, a gépeket,
burkolatokat – általában a nem mozgatható eszközöket - meghatározott
időközönként kell tisztítani.
A
nyersanyagból előállított terméket tartósítják, vagyis a mikroorganizmusok
hatását közömbösítik. Az eszközök csíra-mentesítésére azok mosása keretében
kerül sor, ezért tisztításkor vegyszereket is alkalmaznak.
Az
eszközmosás műveletei, azok anyagforgalma és energiaigénye:
Energiaigény
Művelet Tisztítóközeg Vill.,kW hő, J Kibocsátás
Mechanikus tisztítás
víz
tisztító-szerk. szilárd anyag.
Áztatás melegvíz szivattyú vízmelegítés
Oldás mosószer adagoló
Fertőtlenítés fertőtlenítőszer
adagoló
Öblítés melegvíz
szivattyú vízmelegítés szennyvíz
Szárítás levegő ventilátor léghevítő pára
Anyagmozgatás motor
A
szennyezés mértékétől függően egyes műveletek ismételhetők. A mosógép
közelítőleg vízfogyasztásával egyező mennyiségű szennyvizet bocsát ki, ennek
egy része vegyi szennyezésű.
A
mosógép szerkezete a tisztító műveletektől, az eszköz alakjától, méretétől és
mennyiségétől függ. A nagyobb méretű, kisebb mennyiségű /pl. tartályos
szállítókocsi/ eszközöket szakaszos működésű kamrában /szekrényben/, a kisebb
eszközöket /tálca, palack/ folyamatos működésű mosóalagútban tisztítják.
Az
eszközmosó gépek szerkezeti egységei: az eszközt befogadó szekrény vagy alagút;
a mozgató- és a tisztítószerkezet. A hús-, tej-, zöldség-gyümölcs feldolgozása
során 200 literes tartállyal ellátott szállítókocsikat alkalmaznak.
A kocsi-mosó
kamra billenő ajtajára tolják a kocsit,
majd azt az ajtóhoz rögzítik. A rögzítő-szerkezet egyik eleme az ajtóra, a
másik a kocsi oldalára van felszerelve. Rögzítéskor a két elem – oldható
módon – kapcsolódik. A rögzített kocsit a kamra belső terébe billentik
/többnyire pneumatikus szerkezettel/. A tisztító elemek /fúvóka, kefe/ elvégzik
a program szerinti tisztító műveleteket. A 90˚-kal elfordított kocsiból
kifolyik a mosóvíz és az elvezető csövön át a szennyvíz-csatornába ömlik.
A
tisztítóközeg előállítására szolgáló szerkezet, az ún. alapegység hasonló kialakítású a különböző
eszköztisztító gépekben. A tisztítási technológia szerint meleg vizet, mosó-,
illetve fertőtlenítő-szert kell az eszköz felületére juttatni. Ennek
megfelelően az alapegység részei: tartályok, vízmelegítő, adagolószerkezet,
csővezeték, szerelvények /szelep, szintszabályozó/, szivattyúk.
A
mosókamra teljesítőképessége / db/h/ a műveleti idő / hasznos- és mellékidő/
ismeretében számítható. A tisztítási idő átlagosan 1 perc. Mellékidők: a kocsi
rögzítése, az ajtó becsukása, a mosás befejeztével: ajtó-nyitás, kocsi-oldás,
elgördítés. Ha pl. a műveleti idő is és a mellékidők összege is 1 perc, akkor a
kamrában 30 kocsi tisztítható óránként. A tisztítási idő programozható. A
mellékidők értéke a kamraszerkezet műszaki színvonalától és a munka
szervezettségétől függ.
Az e-ábra nyitott mosókamrát szemléltet.
A
kamrában a múló időben követik egymást a műveletek. A szállítószalaggal
felszerelt alagútban, a műveletek az
alagút hossza mentén, a térben mennek végbe. Az alagút hossza a gép
teljesítőképességével és a műveletek számával arányos. Pl. a legnagyobb Göbel
ládamosó alagút - a töltési és ürítési szakasszal együtt – 10 méter
hosszú.
Ahhoz,
hogy a tisztítás után a tisztított eszköz belső teréből kifolyjon a víz, a
kamrában a kocsit – az ajtóval együtt - el kellett billenteni. Az alagút
szalagjára 180˚-ban elfordított /”fej-tetőre” állított/
helyzetben adagolják a kocsit, illetve a ládát.
A
tartálykocsit billenő-karos emelőszerkezettel, a kisebb tömegű tálcát vagy
ládát adagolószalaggal juttatják a mosógép szalagjára. A vízszintes síkban
mozgó mosószalaghoz az adagolószalag α-szögben hajlik. Amikor a láda
elhagyja az adagolószalagot, a gravitáció hatására billenő-nyomaték érvényesül.
Az erő a gravitáció, az erő karja pedig a szalagok elrendezésének a
következménye. A végeredmény a láda felfordított helyzete.
Tájékoztató
műszaki adatok: teljesítőképesség: 600-1200 db/h / az eszköz méretétől függően/; a gép hossza
8 m; vízfogyasztás 1,5 m3 /h, szalagsebesség /ugyancsak
eszközmérettől függően/ 1-5 m/min. A fúvókák száma 125.
Az e-ábrán az alagútképét és részleteit láthatjuk.
Az
alagút teljesítőképessége a szalagmunkára jellemző általános összefüggés
alapján számítható:
Q = 3600 v/l db/h,
ahol: v = a szalag sebessége m/s
l
= az eszközök egymástól mért távolsága
m./db
A
szalagsebesség kifejezhető a gép hasznos hossza /adagolószerkezet nélkül/, L és
a műveleti idő, t hányadosaként:
v
= L/t m/s.
A
kereskedelemből visszaszállított és ismét felhasználásra kerülő üvegpalackot
nagy mennyiségben /5 – 10 ezer db/h / tisztítják. A palackmosó gép anyagmozgató szerkezete olyan végtelenített
lánc, amelynek mindkét ága technológiai célokat szolgál. / A ládamosó gép
szalagjának csak a felső ága a „munka-szakasz”, az alsó az
„üresjárati”./ A palack megfelelő helyzetének megvalósításához a
szalagra, illetve a szállítóláncra serlegeket szerelnek. A serlegben a töltés
és ürítés művelete között a palack a láncra merőleges helyzetet foglal el.
A
mosógép alsó áztató szakaszában a palackba száján keresztül ömlik be a mosóvíz.
Az áztatókádban a vízszint a kádba merülő palack szájának szintje fölé ér. A
lánc a felső ágban a serlegekkel-palackokkal együtt 180˚-kal átfordul, a
palack helyzete: szájával lefelé. Ekkor az alulról fecskendezett folyadékkal a
palack megtisztítható és a mosóvíz kifolyik a palackból. A végtelenített lánc szerkezeti
tulajdonságai / két ága van, a kettő között a lánc átfordul/ miatt a palackmosó
gépben nincs szükség átfordító szerkezetre. Szükség van viszont a palackot
hordozó serlegekre.
A
lánc hosszának növelésével, belső ívek beiktatásával a gép teljesítőképessége
növelhető.
A
palack /doboz/ tisztítási technológiája, a tisztító egységek szerkezete hasonló
a korábban bemutatott gépekéhez, eltérés az anyagmozgató rendszerben
mutatkozik. Jellegzetes az anyagmozgatási módja a mágnes-szalagos
fémdoboz-mosó gépnek. A gépben a fém szalag és a fém eszköz /doboz/ közötti
mágneses kapcsolatot használják ki. A szalag a hajtó- és a feszítő-dobon
keresztül, valamint a szalag alsó ága feletti permanens mágnes révén nyeri a
mágneses hatást. A szalag alsó ága alatt találhatók a tisztító-szerkezetek,
ahol a dobozok felfordítva tapadnak a
fém szalaghoz, a mágnes következtében. A mágnesszalag felső ágában az adagoló,
illetve ürítő szerkezet található.
A
mágnes-szalagos mosógépben sem fordítószerkezetre, sem eszköztartó elemre nincs
szükség. Szükséges viszont a mágneses mező kialakítása és fenntartása.
Tartályok, zárt berendezések belső felülete úgy tisztítható,
hogy a helyben maradó /Cleaning in Place = CIP / tartályhoz kapcsolják a
tisztító-berendezést. A tisztító szerkezetet /szórófejeket/ a tartály
belsejében szerelik fel. A tisztító közeget előállító alapegység hasonló az
előbbiekhez. Alapegységet az e-ábra
szemléltet.
A
technológiai tartály /pl. sör-érlelő/ üzemi állapota: töltés; a tartály tele
van; ürítés; a tartály üres. A tartályt üres állapotban tisztítják. Négy
tartályos CIP-rendszer
kapcsolási vázlatát /lásd e-ábra/ célszerű
elkészíteni.. Egy tartályt is lehet CIP-rendszerben tisztítani, akkor a tartály
ismételt használatára várni kell addig, amíg megtisztítják. Négy, vagy annál
több tartály esetén folyamatos lehet az üzemelés.
A
CIP-rendszer változatossága következtében a szórófejek választéka széles körű.
A tartály méretétől, szennyezettségétől függ a fúvóka szerkezete, elrendezése,
helyzete /rögzített, mozgó/. A szórófej hatás-övezete:
ahol a tisztítás megvalósul.
A
CIP-rendszer tervezésekor meg kell akadályozni azt, hogy a mosószer az
élelmiszerbe kerüljön. A tartály csak akkor tölthető, ha – lehetőleg
műszeres ellenőrzéssel - meggyőződtünk
annak tisztaságáról. Azt is meg kell gátolni, hogy a tartály akaratlanul
kiürüljön. Ha pl. a tartályon alsó búvó-nyílás van, annak fedelét reteszelni
kell. Ez azt jelenti, hogy a nyílás fedele csak akkor nyitható, ha a tartályt
töltő szivattyú kikapcsolt állapotban van, illetve a szintjelző üres tartályt
mutat.
Ballasztanyag-eltávolító gépek
A
szennyezésen kívül a nyersanyagnak olyan összetevője is van, amely a nyersanyag
része, élelmiszer általában nem készül belőle, értéktelen vagy kicsi az értéke.
Az ilyen anyagot ballasztnak nevezzük. Ballaszt a gyümölcs szára, magja,
a tojás héja.
A melléktermék nem elsődleges gyártási céllal
készül, hanem más – értékesebb – termék előállítása közben jelenik
meg, önálló gazdasági értéke van. Melléktermék pl. a húságazatban a vér, a
csont; a tejfeldolgozásban az író, a savó; a cukorgyártásban a préselt szelet,
a melasz.
A hulladék többnyire nem nyersanyag-eredetű,
a gyártás vagy a fogyasztás során feleslegessé váló anyag. A csomagolóanyag, a
nem visszatérő műanyag palack hulladék.
A selejt eredetileg értékesítésre szánt termék. Gyártási vagy tárolási hiba következtében nem vagy csökkent értékben értékesíthető.
A
ballasztanyag-eltávolító gépek szűkebb értelemben szétválasztó gépek.
Csoportosításuk alapja a szétválasztó hatás: erő; fizikai tulajdonság /alak,
fajlagos tömeg, halmazállapot/; hő.
Erőhatás
alapján szétválasztók. Húzóerő.
A gyümölcs / cseresznye, meggy/ szára egymással szemben forgó
tépőhengerekkel vagy hevederes-dobos tépőgéppel távolítható el.
A hengeres
szártépő gép gumival bevont hengerei
páronként egymással szemben forognak. A hengerek száma és mérete a gép
teljesítőképességétől függ. Az egymás melletti hengerek tépőasztalt képeznek,
az asztalon marad a szár nélküli gyümölcs. A szár az asztal alatt gyűlik össze.
Az asztalt 5-8˚-os szögben döntik, hogy felületén a garat és az
ürítő-oldal között a gyümölcs mozgása – a gravitáció hatására –
megvalósuljon. A gyümölcs nemcsak gurul az asztalon, hanem a lejtés és a
hengerek forgása következtében eloszlik a tépőfelületen.
A
hengerek ellentétes irányú forgását lánc-, fogaskerékhajtás és segédtengely
segítségével valósítják meg. A páratlan hengerek tengelye pl. az óramutató
járásával egyező irányban forog. Fogaskerék-hajtással ellenkező irányban
forgatott segédtengely hajtja a páros hengerek lánckerekeit. A hengerek
fordulatszáma 750/min. Az átlagos méretű tépőasztal teljesítőképessége 600-800
kg/h.
A hevederes-dobos szártépő gépben a gyümölcs eloszlása az előbbinél
egyenletesebb, mivel a hevederen fészkek vannak. A fészekbe ül be a gyümölcs,
kefehenger tereli oda. A heveder szélessége – a fészkek száma a
mozgásirányra merőleges vonalban – a gép teljesítőképességével arányos.
A
heveder fölött egy – a fészek nyílásával egyező méretű nyílásokkal
/perforációval/ ellátott felső heveder halad. Ennek a nyílásán túlnyúlik a
gyümölcs szára. A kinyúló szárat a szögben elhajló felső hevederre feszülő
tépődob és a heveder között fellépő erő /nyomó-, súrlódó-erő/ tépi ki. A szár a
tépődob felületén, a szár nélküli gyümölcs pedig a fészekben marad. A szárat
kefe szedi le, a gyümölcs a szalag elfordulásakor kihullik a fészekből. A
súrlódási tényező növelése érdekében a tépődob felülete rovátkolt.
Ha
a gép két hevedere párhuzamosan futna /ahogy a figyelmetlen hallgatók rajzolni
szokták/, nem lépne fel a dob és a felső szalag között szorítóerő és a szár a
gyümölcsben maradna.
Átlagos
teljesítőképesség 1,5 – 3,0 t/h, ami a gép méretein kívül függ a szalag
sebességétől. A sebesség növelését a gyümölcsnek a fészkes heveder felületén
történő egyenletes kiterítésének időigénye korlátozza.
Tolóerő segítségével távolítja el a fészkes hevederes magozó-gép a meggy, cseresznye magját. A fészekben a szár
nélküli gyümölcs helyezkedik el. A szalagon haladó gyümölcsből a magot a szalag
síkjára merőleges síkban, alternáló mozgású tüske tolja ki. Amíg a tüske a
gyümölcsbe mélyed, addig a szalag áll. Ellenkező esetben a mozgó szalag eltörné
a rideg fém tüskét. A tüske süllyedésekor megálló szalag a tüske
felemelkedésekor tovább halad: a szalag megáll, lép egyet…Ezt a mozgást léptető
mozgásnak nevezzük. /Több élelmiszer-előállító gépnél alkalmazzák: többtűs
pácoló, kettős fóliás csomagoló./ A léptető mozgás máltai kereszt, ovál-tárcsa
vagy elektronikus szerkezet segítségével valósítható meg.
A
magozó-gép szerkezeti részletei/ 35. ábra/: a kiszúró-tüskére szerelt
letoló-lap, melyet rugó támaszt. A lap a gyümölcsbe mélyedő tüskét vezeti. A
maglehúzó betét a tüskére tapadt magot választja le. A heveder alsó ágába
kitoló tüskéket illesztenek. Ezek esetlegesen a fészekben maradt gyümölcs
eltávolítására szolgálnak. A garatot követő – a szalag haladási irányára
merőleges tengelyű kefesor – a fészkekbe tereli a gyümölcsöt. A
kimagozott gyümölcs a szalag átfordulásakor kifordul a fészekből. A kiszúrt mag
kihordó csigára hullik.
A
tüskék üteme 22 – 28/min. A gép teljesítőképessége:
Q = 60. n. z. g. φ kg/h,
ahol: n = az
alternáló mozgást megvalósító forgattyús tengely fordulatszáma, 1/min;
z
= a tüskék száma /pl. 3 x 5 = 15/;
g
= a gyümölcs átlagos tömege: 0,0045 – 0,0095 kg/db;
φ = kitöltési tényező: 0,75 – 0,85.
Nyíróerő érvényesül a késes leválasztó gépekben. A
termék-előállítás folyamán levágják a zöldbab és a dohánylevél végét /csúcsát
/, a baromfi lábát, elválasztják a szalonna bőrét / a hús hártyáját/. A késes
leválasztó gépeknél figyelemmel kell lenni a kések baleset-veszélyére, valamint
arra, hogy a késeket folyamatosan élezni /egy idő után cserélni/ kell.
A
hengeres zöldbabvég-levágó gépben
/e-ábra/ a hengernek az a szerepe, hogy a babot a
henger külső felületére simuló kés alá vigye. A 40/min fordulatszámú henger
palástján 5 x 50 mm méretű, hullámvonal-alakú nyílások találhatók. A henger
forgása következtében a garaton át a henger belsejébe öntött bab megakad a
nyílásban, a hegye pedig kiáll. A kiálló babvéget a henger külső felületére
rugalmasan simuló kések vágják le. A kés olyan háromszög, melynek csúcsai lap-kések
alkotta élek, alapja pedig összekötő lemez. Az 1200 mm átmérőjű dobot három
sorban fedik a kések, soronként fél osztással eltolva. Így a kések fedik a
teljes palástfelületet.
A
babvég a henger alatti gyűjtőtálcára, a bab-hüvely pedig a henger belsejéből
válogató szalagra hull. A mintegy 10 % hegyezetlen babot kiválasztják és ismét
a hengerbe juttatják.
Folyamatos működésű hengeres dörzshámozót szemléltetnek az e-ábrák. A dörzshengerek között csiga továbbítja a terméket.
A hámozó-berendezésben
a burgonya, sárgarépa, cékla, zeller héja távolítható el hő hatására. A gőz-hámozógép
két fő szerkezeti egysége: nyomásálló gőzölő- és az expanziós-tartály.
Működése: a nyitott fedelű gőzölő-tartályt megtöltik a zöldséggel, majd a
fedelet automatikusan zárják. Ezután a tartályba vezetik a nagy nyomású / 8
– 15 bar / gőzt. A gőzölés / 1 – 5 s/ után a gőzt az
expanziós-tartályba vezetik. A gőzölő-tartályban a nyomás megszűnik. A hírtelen
nyomás-különbség hatására a héj megroppan. A tartályt elbillentik, a
fedelet nyitják és a hámozott zöldséget a héjjal együtt kiürítik a tartályból.
Ezután a gőzölési ciklus ismételhető: függőleges tartály-helyzet; töltés;
fedél-zárás; gőzölés; expanzió; billentés; fedél-nyitás; ürítés.
A
hazai gyártású hámozó gőztartálya 0,7 m3, a töltet 300 kg,
teljesítőképessége 10 – 15 t/h. A ciklusidő 70 s. A holland Gouda gőzhámozó teljesítőképessége eléri
a 40 t/h értéket. A gőzölő-tartály űrtartalma 100 – 1100 liter. A
gőzölési idő 1 – 5 s. A gőz nyomása 11 – 16 bar.
A
gőzölőből héjjal együtt távozik a zöldség. A Gouda hámozógéphez héj-eltávolító
gép csatlakozik. /e-ábra/ Az anyag vízzel permetezett kefehengerek között halad át,
így a héj leválik a burgonyáról. A héj leválasztás után mosótartályba kerül. A
dörzshámozó alapgépe a sültburgonya-gyártó vonalnak /lásd a folyamatábrák
között./
A
gőzhámozó nagyüzemi gép. Kis- és középüzemben dörzshámozót alkalmaznak / lásd ábragyűjtemény./
Osztályozó berendezések
Az
egyenletes minőségű termék és a gépesített feldolgozás megköveteli a nyersanyag
osztályozását. Az osztályozás anyagtömeg szétválasztása valamely
jellemző alapján. Válogatásunkban az
alak,
méret;
tömegkülönbség;
elektromos
jellemző
alapján
működő osztályozó berendezéseket mutatjuk be.
A
minősítéskor több jellemző alapján különítik el az alapanyagot. A hús
minősítésekor pl. a zsírtartalom, tömeg, méret, szín, mikrobiológiai állapot
vizsgálata alapján csoportosítják a anyagot. A minősítés eszközei túlnyomórészt
műszerek. Automatikus – a feldolgozó vonalba iktatott on line
– műszerek segéd-berendezésekkel egészülnek ki. Ilyen pl. az
anyagmozgató-, rögzítő-szerkezet. Ezek részletezése nem a szakgéptan tárgya.
Az
osztályozó berendezéseket több szerző az aprítógépek után tárgyalja.
Hengerszék-szita viszonylatában ez indokolt is. Több ágazatban
/zöldség-gyümölcs, édes/ viszont az osztályozás megelőzi az aprítást. Az
osztályozókat az előkészítő gépek közé soroljuk. Az aprítás a klasszikus
művelettan első fejezete.
Alak, méret szerinti
osztályozók
Működésük
azon alapul, hogy az anyaghalmazt változó méretű nyílásokon engedik át. Az
anyagrészek méretüknek megfelelő ponton hagyják el az osztályozó berendezést.
Egymást
követően előbb a kisebb szemek esnek át, a nagyobbak fennmaradnak. Ezek
fokozatosan a következő nyíláson esnek át. A nyílásméret-változatok / az
osztályozás „élessége” / az anyag tulajdonságai és a minőségi
követelmények alapján határozhatók meg.
A
nyílás kialakítható pl. hengeres vagy sík felületen, egymás mellett vezetett
széttartó huzalok között. Közös jellemzőjük, hogy a szétválasztó elemek és az anyag is
mozognak. A henger forog; a sík felület lejtős, alternáló mozgású. Függőleges elrendezésű, több fokozatú
berendezésben jelentős a gravitáció szerepe.
A hengeres zöldborsó osztályozó / e-ábra/ palástja különböző méretű nyílásokkal van
ellátva. A henger lejtése 2 – 3˚-os. Az első szakasz nyílásainak
mérete 40 x 5 mm, itt a kisebb méretű szennyező anyag esik ki. A további
– növekvő – nyílások négyzet alakúak, borsónál 7 – 12 mm
oldal-hosszúsággal. Cseresznye, meggy osztályozásakor a méret 15 – 30 mm.
A henger szétválasztási szakaszaiban a nyílásméretnél kisebb szem gyűjtő-tartályba
hull. A henger belsejébe perforált csövet szerelnek, ezen keresztül vizet
permeteznek.
A
berendezés teljesítőképessége – a henger méreteitől függően – 1,0
– 1,5 t/h.
A
henger töltési szintjét az korlátozza, hogy az anyagnak a nyílások felületén
kell elterülnie, anélkül, hogy a nyílások eltömődnének. Emiatt az aktív
osztályozó-felület a dob felületének 15 – 20 %-a. A kis töltési arányt a
gép méreteinek növelése ellensúlyozza. Ez viszont szerkezeti-anyag költséggel
jár. Előfordul, hogy a kisebb szemre szánt nyílást nagyobb szem fedi. Ilyenkor
a kisebb szem tovább gurul és a nagyobb méretű csoportba kerül. Ha a szem a
nyílásba szorul és egy része a henger külső palástján kiáll, azt a szemet a
palástra nehezedő görgővel lehet a hengerbe vissza juttatni. A dobot
dörzshajtással forgatják.
A
sörgyártásban alkalmazott árpa osztályozó henger lejtése 8 – 10 %, a
henger kerületi sebessége 0,6 – 0,9 m/s. A nyílás mérete 2,2; 2,5; 2,8 mm
x 25 mm. A rés eltömődését a henger külső palástját érintő és a henger forgásával
ellentétes irányban forgó kefe igyekszik megakadályozni. / A nyílásban maradó
és a szétválasztás „élességét” rontó szemek a gép rendszeres
tisztítása alkalmával távolítandók el./
A kaszkád osztályozó /e-ábra/ legfelső szitájának nyílásméretén a legnagyobb
méretű szem nem esik át. Az a szita lejtése következtében a szitamozgás-irányú
végén gyűjtőedénybe kerül. A legnagyobb méretű szemek után maradó anyag átesik
a legfelső szitán. A következőkben a legfelső szitára leírt folyamat
ismétlődik. Annyiszor, ahány szintes a szita, illetve amilyen mértékű az
osztályozás.
A
merev perforált lemez eltömődése miatt célszerű fém huzalból kialakítani a
rugalmas szitafelületet. A hárfaszita hosszanti vízszintes huzalai közé ívelt
szálakat szőnek. A rugalmas anyag, a
szita alternáló mozgása következtében fellépő rezgés, valamint a nem szabályos
alakú nyílás az eltömődést kizárja. További előny a csaknem teljes aktív
szitafelület.
A
malmi szita mozgásviszonyait illetően megkülönböztetjük a szita mozgását
és a szemcse mozgását. Szélső esetben a szemcse együtt mozoghat a szitával.
Ekkor a szita nyílásán nem hullik át anyag, vagyis a szétválasztás nem jön
létre. A szita mozgását abszolút mozgásnak nevezzük. Szétválasztás akkor
valósul meg, ha a szemcse a szitafelületen a szitához viszonyítva mozog: relatív
mozgást végez. Együttmozgáskor a súrlódó erő tartja a szemcsét a
szitafelületen. Relatív mozgáshoz létre kell hozni a súrlódó erőt legyőző erőt.
Ez többnyire a centrifugális erő. / Lejtéssel kialakított, forgattyús hajtómű
nélküli kaszkád osztályozóban a gravitáció hatására fellépő tömegerő is
kiválthat relatív mozgást./
A
szitálás feltétele tehát: a szemcse és a szitafelület közötti súrlódó erő / S /
kisebb legyen, mint a centrifugális erő / C /:
S < C
A
fizikából ismert összefüggés alapján:
C
= m r ω²
S
= m g μ
Behelyettesítve
és egyszerűsítve:
g
μ < r ω²
Tájékoztatásul:
μ = 0,8 – 1,2 és r = 450 mm.
A szabadon lengő síkszitát
/ e-ábra/
a födémre függesztett kettős szitakeretből
alakították
ki. Működésének a relatív mozgás megvalósításán kívül az is a feltétele, hogy a
födémet csak a szita statikai tömege terhelje. A dinamikus erőhatások ne a
szerkezet rázására, hanem a szitálásra, a relatív mozgás megvalósítására
fordítódjanak. Ez a feltétel a lengő szerkezetbe beépített ellensúly révén
valósítható meg.
Az
ábra szerint a szitakeret G tömege r, az ellensúly Ge tömege pedig R
sugarú kört ír le. A szögsebesség ω. Az előbbi összefüggés alapján a
kiegyensúlyozás feltétele:
G/g. r
ω² = Ge / g . R ω²
Ge
= G. r/R
Az
ellensúly és a szitakeret tömegének aránya egyezik a forgattyú-karok sugarának
arányával.
A
szabadon lengő síkszita főkeretét négy ponton fém rudakkal függesztik fel. Az ellensúlyokat
tartó szerkezet száltengelyen függ, önbeálló gömbcsuklós felső csapágyazással.
A száltengelyt a födémhez közel esőpontján ékszíjhajtással forgatják. A motort
a födémre függesztik.
Az egymással szemben elhelyezett két főkeret
szitakereteket és gyűjtőkereteket fog össze. Az egymás alatti szitakeretek az
őrlemény osztályozását, a gyűjtőkeretek pedig a nyert anyagok gyűjtését végzik.
A függőleges irányú anyagforgalom a szétválasztást szemlélteti. A szitára /e-ábra/ ömlő anyag a ráfolyás. A
szitán áthulló szemcse az átesés. A szitafelületen fennmaradó nagyobb
szemcse az átmenet.
A liszt szitálásakor az egymás alatti sziták
lyukbősége:
-
csökkenő, vagy
-
növekvő.
A
csökkenő lyukbőség a töret, derce és a liszt szétválasztására jellemző.
A liszt-szitálás kezdetén a „beszitálás” vagyis az apró korpaszemcsék
átejtése nem következik be. Az alsóbb szinteken viszont csökken a
liszt-tartalom, megnő a beszitálás lehetősége. Ez ellen csökkenő lyukbőséggel
lehet védekezni.
A
molnár szitálás, illetve próbaszitálás közben - érzékelve a szétválasztást -
módosíthatja a szitanyílást a megfelelő szinten.
A
növekvő lyukbőség finom lisztet eredményező szitálási rendszerre
jellemző. Ha a lyukbőség csökkenő lenne, akkor a felső, nagy nyílású szitán az
összes finom liszt átesne.
A
szitakeret belső elrendezése: a keretet csatornákra osztják. A csatornákban a
szemcsék köröző pályán mozognak. A leírt körök mindig távolabbi helyre
kerülnek, míg a szemcse végig halad a csatornán.
A
lengő szitakeretbe vászonból készült, hajlékony tömlőn vezetik az őrleményt.
Alul hasonló tömlőn távozik az osztályozott liszt és egyéb szitálási termék.
Tömeggyártás,
valamint gépesített, automatizált termék-előállítás során idegen anyag kerülhet
a nyersanyagba vagy a termékbe. Ennek eredete – többek között - a gép, a
környezet, az ember. Jellemző szennyező anyagok: fém, üveg, műanyag, kő, a
húsiparban a csontszilánk.
Az
idegen anyag érzékelésére és kiválasztására használt berendezés az irodalom
„detektor”-nak nevezi. Magyarul idegen
anyag kiválasztónak mondjuk.
Az
idegen anyag kiválasztó berendezés egységei:
anyagmozgató,
érzékelő,
az idegen anyagot elkülönítő
egység.
Az
ömlesztett anyagot / pl. fűszer, tejpor/ pneumatikus rendszerben, csővezetékben
szállítják. A nem ömlesztett anyag /pl. csomagolt termék/ anyagmozgató eszköze
a szállítószalag /e-ábra/. Az
érzékelőt a csövet, illetve a szalagot övező szerkezetben helyezik el.
Csomagolt termék esetén az idegen anyagot tartalmazó teljes csomag veszteség.
Az
első generációs detektorok érzékelője X - sugár, az újabbak a vizsgát termék és
a szennyező anyag elektromos vezetőképességének különbségét érzékelik.
A
kiválasztó szerkezet a vizsgált anyag jellemzőitől és az anyagmozgató
berendezéstől függ.
Az
e-ábra szerinti függőleges
elrendezésű ömlesztett-anyag szállító csőbe záró lapot
/”pillangó-szelepet”/ és az érzékelő után elágazó csövet építenek
be. Idegen anyag érzékelésekor az étkezési célú anyag vezetéke zár, az elágazó
vezeték nyit. Az idegen anyaggal kevés megfelelő is kilép, ez veszteségnek
minősül. „Hibás” csomagolt termék kiválasztásakor a csomag teljes
tartalma elvész, mint értékesíthető termék.
A szalagról az idegen anyag, illetve az idegen anyagot tartalmazó termékcsomag letolható; ha kicsi a fajlagos tömege lefújható.
A húsminősítés összetett rendszer, amelynek
egyik eleme az optikai-elektronikus elven működő hús-zsír arány érzékelő. A
műszer közvetlenül hús-, szalonna-réteg vastagságot érzékel, fény visszaverődés
alapján. Számítógép – regressziós egyenlet segítségével – a méretviszonyokból
a fehérje és a zsír %-arányát határozza meg. Ennek alapján állapítják meg a
minőség-fokozatokat.
Aprítógépek
Az
aprítás az anyag méretcsökkenése. Elméletileg jellemezhető az aprítási
fokkal, ami az anyag kezdő és az aprítás utáni végső méretének a
hányadosa.
A
gyakorlatban az aprítási fokot közvetve fejezik ki, vagy a gép
vágószerkezete /méret-szabályozás/ vagy
az aprított anyag jellemzői / pép, finom, durva/ alapján.
A
méretcsökkenés a felület növekedésével jár. Az aprítás az anyag szerkezetének
megbontása, ezért energiaigényes. Az energia egy része / szándék szerint minél
nagyobb része/ hasznosul az előállított részecske-halmazban, a megnövelt
felületben. Másik része súrlódási hő-veszteség, amit esetenként hűtéssel kell
ellensúlyozni /pl. kutter a húsaprításban, hengeres finomító az édesiparban/.
A
felületnövekedés és az energiaigény vizsgálata alapján többféle aprítási
elméletet dolgoztak ki /pl. Rittinger, Bond, Fejes/. Ezek kevéssé vagy
egyáltalán nem alkalmazhatók az élelmiszer-alapanyagok aprítására. Az egykori
hazai fejlett malmi berendezés-gyártás a hengerszék aprítási jellemzőinek
vizsgálatával párosult. Vizsgálhatók a mozgás-és erőviszonyok; a befogadó-,
teljesítőképesség. Az összefüggések egy részének értékét rontja az empirikus
tényező /pl. töltési tényező/.
Az
aprítás mint méretcsökkenés a termékválaszték alapja. A felületnövelés
az anyagátadási műveleteknél /pl. cukor-diffúzió/ jelentős, mivel a művelet
hatásfoka a felület nagyságával arányos. Az aprított anyag minősége
szempontjából fontos a vágószerkezet minősége /pl. a kés élessége a
roncsolás-mentes aprított anyag előállítására /.
Az
élelmiszer előállítására sokféle aprított anyagot használnak. Ezek közül néhány
jellemző aprítandó anyag és művelet:
kemény rideg, pl. gabona; őrlés
szilárd rostos, pl. cukorrépa,
gyümölcs; szeletelés
lágy, pl. hús, csokoládémassza;
darálás, finomítás
További
műveletek /anyagok/: homogénezés / a tej zsírcseppjeinek aprítása/; kockázás
/hús, zöldség/; csíkozás / burgonya/; reszelés /zöldség/; marás /alma,
fagyasztott hús/; darabolás /sajt, hús/; hasítás /állatgerinc/.
Az aprítógépeket vágószerkezet szerint
csoportosítjuk:
késes /ezen
belül: fűrész/
hengeres
egyéb /húros,
kalapácsos/.
Késes
aprítógépek .A kés éles vágóeszköz, többnyire fém az anyaga. Alakja
síklap, hullámos lap, kör, sarló. Az aprítógép kése egyféle, egyenes vonalú
vagy ívelt /dohányvágó, kutter/; különleges alakú / háztető alakú répavágó/;
kombinált késes vágószerkezet /lapkés, körkés; szárnyas kés, tárcsa/.
Aprításkor
a kés és az anyag egymáshoz viszonyítva elmozdul. Többnyire a kés mozog
/alternáló vagy körmozgás/. Van olyan gép, amelyben a kés áll és az anyag
mozog: keresztül halad a kés élén / centrifugális aprítógép/.
Roncsolás-mentes
aprítás a nyíróerő érvényesülése esetén valósul meg. Ennek feltétele a
kés által kifejtett erővel szemben a reakcióerő hatása, továbbá az anyag
tömörsége. Minél inkább érvényesül a nyíróerő, az aprítási energia annál inkább
méretcsökkenésre-felületnövelésre és nem hő-fejlődésre hasznosul.
A
fűrész fogazott élű daraboló-szerszám. Egymást követő több kis kés
együttesének is értelmezhető. Alakja lap, kör, végtelenített szalag. Mozgása:
alternáló, forgó, egyenes vonalú.
A
kutter / cutter = vágógép, az
angolban tágabb értelmű/ forgó késes, forgó tányéros gép. Hús, zöldség,
keménysajt / ömlesztett sajt gyártásakor/ aprítására, húskészítmény összetevők
keverésére használják. Aprító-keverő gépnek is nevezhető. Zárt aprító-térben
vákuum létesíthető, illetve a kutterbe védőgáz vezethető. A vákuum a mikrobák
élettevékenységének korlátozását és az aprított-kevert anyag tömör állományát
eredményezi. Az N2 légnemű állapotban védőgáz /ugyancsak
mikroba-korlátozó/, folyadékként hűtőközeg.
A tányér kettős köpennyel /e-ábra/ látható el. Ha a köpenybe gőzt vezetnek, a kutter
termék-összetevő előfőzésre válik alkalmassá /”főző - kutter”/.
A
sarló alakú forgó kések /e-ábra/
burkoló hengere a forgó tányér belső körívéhez illeszkedik. A kések alá a forgó
tányér szállítja az aprítandó anyagot. A kések időegység alatt a kutter vágóképességének
/ F / megfelelő anyag-felületet
vágnak
át:
F = 60. n. z. φ. A /
cm2/h /
ahol n = a késtengely fordulatszáma, 1/min
z = a kések száma
A = a kés egy fordulata
alatt átvágott anyag felülete, cm2
φ = a tányér
töltési tényezője, értéke 0,4 – 0,6
A
vágóképesség nem függ a tányér fordulatszámától. A tányér forgása azt
eredményezi, hogy a kések minden húsréteget keresztül vágnak.
Az
A-val jelzett felületnek a tányér tengelye körüli forgása révén tóruszt
nyerünk. Ennek a térfogata a kutter jellemző adata:
V
= D. π. A /cm3/
ahol D = a
körszelet súlypontja által a körülforgatás alatt leírt kör átmérője.
Az A-körszelet
területe a geometriából ismert összefüggés alapján:
A = ½ r2 / β. π /180
– sin β / cm2
ahol r = a kutter - tányér metszetének, mint teljes
körnek a sugara, a teljes körből csak a körszelet jellemzi a tányért,
β = r
sugarú kör középpontjából a szelet végpontjaihoz húzott egyenesek által bezárt szög.
A
tányér térfogatának / V/ ismeretében felírható a kutter teljesítőképessége:
Q = φ.
60. V. γ / t kg/h
ahol φ
= a már említett kitöltési tényező
γ = a
massza fajlagos tömege kg/cm³
t = a műveleti idő, min
Láttuk,
hogy a vágóképesség nem függ a tányér fordulatszámától. Az aprítási fok viszont
igen. Minél többször halad át a tányérban levő anyag a kések alatt, annál
nagyobb az aprítási fok. A kutternek ez a tulajdonsága teszi lehetővé a több,
eltérő szemcse-méretű összetevő keverését, a töltőmassza előállítását a
kutterben.
A
töltőmassza / a leendő termék/ összetevőit az aprítási fok /szemcse-méret/
sorrendjében kell a kutter tányérjába adagolni. A legfinomabbra aprítandó
összetevőt / a pép alapanyagát/ a program kezdetekor kell a tányérba önteni.
Ennek hosszabb az aprítási ideje. A nagyobb méretű összetevő anyagát /pl.
szalonna a mortadellában/ elegendő 1 –2
tányérfordulat ideje alatt aprítani. Az aprítási fok a kezdeti és a
végső méret hányadosaként nem fejezhető ki, viszont a tányér forgás-száma
alapján egyértelművé tehető.
A
kutter működtetése: az aprítandó anyagot emelőszerkezet juttatja a tányérba. Az
aprított masszát gomba üríti. A gomba átmérője a tányér belső körívéhez
illeszkedik. A gombát forgó tengelyre ékelik. A tengely másik végén a gombát
forgató motor helyezkedik el. Az ürítő-szerkezet /gomba, tengely, motor/
súlypontjában elfordítható, billenthető. Aprításkor a gombát kiemelik a
tányérból. Ürítéskor a gombát a tányérba engedik. A tányér forgása
következtében a massza a gomba felületére torlódik. A forgó gomba a tányérból a
masszát kipörgeti. A massza csúszdán át tartálykocsiba ömlik.
A
kutter-kés éle ív- / sarló/ alakú vagy tört ívű. A tört ívű vágószerszámot
deltakésnek is nevezik. A delta kés íveit egyenes szakaszok, húrok
helyettesítik. A kések száma a gép teljesítőképességétől függően 2 – 12.
A kések nagy fordulatszáma / 2 – 5000/min/ miatt azokat gondosan
kiegyensúlyozva kell a tengelyre szerelni. A motorról a késtengelyre ékszíjak
viszik át a hajtó-nyomatékot.
A
tányér fordulatszáma 7 – 15/min. A motor tengelye és
a tányér között csiga-hajtómű a közvetítő gépelem.
A
kutter jellemző adata a tányér űrtartalma. A kisüzemi kutter 30 –
60 literes, a nagyüzemi 300 – 500. Azt aprítás energiaigényes művelet: a
kisüzemi kutter motorja 5 – 20 kW, a nagyüzemié meghaladhatja a 100
kW-ot.
Kiegészítő
szerkezetek: kocsi-emelő az aprítandó anyag beöntésére; nagy méretű kutternél
fedél-emelő; a pépkészítéshez vízadagoló; tányérfordulat-számláló a kutteres keverés üzemmódhoz;
massza-hőmérő.
A
kutter előnye: széles körű technológiai alkalmazhatóság; szükségtelenné
teszi a keverőgépet; program-vezérelhető.
Hátránya: üzeme szakaszos; a bevitt
energia jelentős része hővé alakul; zajszintje magas. Hátrányos tulajdonságai
ellenére az egyik legnagyobb piaci siker a jó minőségű kutter gyártása.
Kiválasztási szempontok: üzemnagyságnak megfelelő
tányér-űrtartalom; technológiai igények /pl. szükséges-e főző-kutter/; a
késkészlet rögzítése, cseréje; zajszint mértéke; a szakaszos üzemet
ellensúlyozó kiegészítő szerkezetek száma és színvonala.
A teljesítőképesség növelése céljából gyártottak két, egymásra merőleges késtengellyel felszerelt, ún. duó-kuttert. Széles körben nem terjedt el. Gyártottak „folyamatos működésű kuttert”, ami körkésekkel, hengeres aprító-térrel van ellátva. Csak a nevében kutter.
A
cukorrépa közelítőleg kúp alakú. A kemény, rostos anyagból szeletet kell vágni
a cukor kioldása céljából. A szeletekkel szemben támasztott követelmények: a
diffúzió során ne lapuljanak össze; a lé a szeletek között áramolhasson;
roncsolás-mentes legyen a szelet; legyen nagy a fajlagos felülete. A felsorolt
követelményeket leginkább háztető-alakú szelet elégíti ki. Előállítására
ugyancsak háztető-alakú Goller szeletelőkés / e-ábra/ alkalmas.
Szeleteléskor
a kés és a répa egymáshoz viszonyítva elmozdul. Ha a forgó késre nehezedő
répába vág a forgó kés, gravitációs, ha álló késsorra röpítik a répát, centrifugális
szeletelőről beszélünk.
A
répa szélességi méretének megfelelően a kések egyidejűleg több háztető-alakú
szeletet vágnak ki a répából. A kés és a répa egymáshoz viszonyított
mozgásakor, szeleteléskor a kések egymást követik. Gravitációs gépben forgó
tárcsa sugarai vonalában; centrifugális gépben körkerület vonalában. Az egymást
követő kések nem azonos helyzetűek, hanem a háztető-mintázat fél osztással el
van tolva. Egyidejűleg alsó és felső háztető képződik. Ezek között hasáb alakú
csík húzódik. A háztető-modell nem teljesen érvényesül. A répa-csíkból is
nyerhető cukor, a háztető alakhoz viszonyítva kisebb hatásfokkal.
A
gravitációs szeletelő-gép késeit késszekrénybe helyezik. A kés síkja
tartólap síkjával szöget zár be, a kés kiemelkedik a szekrényből. Így a kés
bele vág a rá nehezedő répába.
A
vágás minősége /roncsolás-mentesség/ a kés kerületi sebességétől függ. A
kerületi sebesség a kör sugarával arányos. A gravitációs gépben a vágótárcsán
esetleges a répa elhelyezkedése. A tárcsa kerülete közelében lévő répát nagyabb
sebességű kés szeleteli és viszont. Nem egyenletes tehát a szelet-minőség.
A
centrifugális szeletelő késszekrényei a középső forgó korong kerülete
mentén, függőleges helyzetűek és rögzítettek /állnak/. A forgó korongra adagolt
répát a centrifugális erő röpíti az álló késekhez / hasonlóan, mint az előzőekben
ismertetett centrifugális aprítógépben/. Miután minden egyes répa-darabot a
kerületen elhelyezkedő kések szeletelnek, a szeletminőség egyenletes.
A
centrifugális szeletelő azért is előnyösebb, mint a gravitációs, mert az álló
kés a gép működése közben kivehető és élezhető. Egy késszekrény hiánya nem okoz
jelentős teljesítmény-csökkenést.
A
szeletelő-gép garatjába többnyire szállítószalag viszi a répát, a répamosó
gépből. Ugyancsak szalag juttatja a szeleteket a diffúziós torony előtti csigás
forrázó garatjába.
A darálógép kombinált
vágószerkezetű aprítógép. Többcélú gép:
hús, szalonna, keménysajt /ömlesztett sajt gyártásakor/, alvadék, aszú-szőlő
aprítására szolgál. A háztartásokban, nagykonyhákon is alkalmazzák kézi, kis
méretű motoros változatát. Mérsékelten finom-, közepes-, nagyszemcsés aprítás
gépe. Az e-ábrák között keverődaráló és három szárnyú darálókés
látható. A daráló garatja feletti keverő homogén masszát eredményez.
A
vágószerkezet egységei: az anyagot továbbító csiga; a forgó szárnyas kés; a
rögzített perforált tárcsa. A kés agyát a csiga tengelyére ékelik. A tárcsa
agyát a tengely átmérőjénél nagyobbra készítik, hogy a tárcsa szabadon
forogjon. A tárcsát a daráló-házhoz rögzítik.
A
nyírással megvalósuló aprításkor az egyik vágó-él a kés éle, a másik a
tárcsafurat pereme. A vágószerkezet összeállításakor követelmény, hogy a kés és
a tárcsa között megfelelő legyen a szorítóerő. Kis szorítóerő esetében nem
kielégítő az aprítás, nem érvényesül a nyírás. Nagy erőnél pedig jelentős a kés
és a tárcsa kopása, szélső esetben a késtengely forgása is gátolt. A szorítóerő
menetes szorítógyűrűvel, újabb gépekben rugós szerkezettel szabályozható.
A
tárcsa átmérője a gép teljesítőképességére, a tárcsa furat-mérete pedig az
aprítási fokra jellemző. A tárcsa átmérője 30 – 400 mm, a tárcsa-furat
1,5 – 30,0 mm. Az 1,5 mm furatú tárcsa finomaprításra, a 30 mm-es a hús
elővágására szolgál. A furatméret korlátja a tárcsa szilárdsága, illetve a
furatok közötti falvastagság. / A jelzett korlát miatt nem alkalmas a daráló
finomaprításra./
A
daráló vágóképességét a vágószerkezet által időegység alatt
átvágott felület jellemzi. A vágóképesség attól függ, hogy a tárcsának az
anyagáramlásra szolgáló felülete hogy viszonylik a tárcsa teljes felületéhez. /
A furatok közötti falvastagságon keresztül az anyag nem áramlik./ A két felület
viszonyát a tárcsa kihasználási tényezője /φ/ fejezi ki:
φ
= z. d² /D²
ahol: d =
a tárcsa furatának átmérője, mm
D = a tárcsa
átmérője, mm
z = a furatok száma
Ha
a furat átmérője 2 – 5 mm, φ = 0,30 - 0,35; 15 – 20 mm
furatátmérőnél φ = 0,40 – 0,45. Vagyis minél nagyobb a tárcsa
furatának az átmérője, annál kisebb az áramlást akadályozó falvastagság.
Ezek
után felírható a vágóképesség a tárcsa-felület, a fordulatszám és a vágósíkok
függvényében. A vágósík arra utal, hogy egy vágószerkezetbe általában két
kés-tárcsa együttest szerelnek be, az aprítás többfokozatú:
F = 60. n.
D² π /4 /k1 φ1 + k2 φ2 + …
kö φö /
cm²/h,
ahol az előbbi jelöléseken túl:
n = a kések /csigatengely / fordulatszáma, 1/min
k = a kés éleinek a száma / többnyire k = 4/
ö = a vágósíkok száma
A
vágószerkezet első egységeként – amikor a késnek csak az egyik oldalához
illeszkedik tárcsa – egyélű kést szerelnek be. Két tárcsa közé kétélű
kést helyeznek. A kés éle az agyból kiemelkedő szárnyon helyezkedik el.
Leggyakoribb a négyszárnyú kés.
A
daráló szerkezeti egységeinek kombinációja alapján többféle változatot
alakítottak ki. Az egytengelyű daráló
adagoló- és darálócsigája közös tengelyen helyezkedik el. Az
adagolócsiga menetemelkedése nagyobb a darálócsigáénál. A garatba
emelőszerkezet segítségével juttatják az aprítandó anyagot. A vágószerkezeten kilépő anyag
tartálykocsiba, szalag vagy szállítócsiga garatjába ömlik. Ha a nagyobb méretű
garatba keverőszerkezetet szerelnek, nyerik a keverő-darálót. Célja homogén alapanyag előállítása.
A
darálógép előnye széles körű alkalmazhatósága, folyamatos, zajtalan üzeme.
Hátránya az, hogy az aprítási fok változtatásához vágószerkezet-csere
szükséges.
A
beszerzési piacon darálóból igen nagy a kínálat. Nemcsak a
teljesítőképességben, szerkezeti anyag minőségben, hanem járulékos
szolgáltatásokban /pl. ínleválasztó vágószerkezet/ is nagy a választék. A jelzett
szempontok mérlegelése és az ajánlati ár lehet meghatározó a gép
kiválasztásakor.
A
daráló teljesítőképessége a
szállítócsiga / jelen esetben darálócsiga/ szállítóképessége alapján írható
fel:
Q
= α. 60 л/4 / D² - d²/. n. s. γ kg/h
ahol: α
= adagolási-kitöltési tényező /
0,5…0,8/
D= a darálócsiga külső
átmérője, m
d= a darálócsiga
magátmérője, m
n= a csiga
fordulatszáma, 1/min
s= a csiga
menetemelkedése, m
γ= az aprított
anyag fajlagos tömege, kg/m3
Az e-ábrák között láthatunk burgonya-csíkozó vágószerkezetet,
dohányvágó késtárcsát és a vágógép működési vázlatát. Ezeket a gépeket jelenleg
az ágazati szakgéptanban tanítjuk.
Hengeres aprító-és finomító gépek. Jellemző szerkezetük a forgó, vízszintes
tengelyű henger. /e-ábra/ A forgó
henger vele szemben forgó hengerrel, a henger alatti sík vagy ívelt felülettel
párosítható. Az aprítandó anyag a két felület közé kerül. A felületek között
fellépő nyomóerő hatására méretcsökkenés, felületnövekedés következik be. A
különböző sebességgel forgó hengerek / malmi hengerszék/ között az anyagra
súrlódó-erő is hat.
A
forgó henger elrendezése:
-
a malmi, valamint
a cukorőrlő hengerszékben a hengerek párosával, páronként különböző
változatokban /vízszintes, átlós/ helyezkednek el;
-
az édes- és a
növényolaj-iparban alkalmazott ötös hengerszékben az öt henger függőlegesen
egymás alatt helyezkedik el;
-
A
csokoládé-massza aprító, finomító gép hengerét sík, illetve ívelt felülettel
párosítják. A görgős járat forgó hengerei alatt sík felületű korong forog. A kons
vagy hosszfinomító ívelt felületű tányérja rögzített. Ennek felületén gördülő
henger tengelyét lengő karra szerelik. Az anyag a henger és az alatta levő
felület közé jut.
A
henger felülete:
-
az őrlő-henger érdes
felületű, lisztet állítanak elő őrléssel;
-
a törető-henger
felülete rovátkolt, alkalmazás: takarmány-gyártás;
-
sima a lapítóhenger. Felületnövelésre alkalmazzák, pl. az
anyag extrahálása előtt.
Őrléskor
a hengerek kerületi sebessége eltérő, lapításkor azonos.
Hengerszék. A hengerszékben két, egymással szemben forgó,
párhuzamos tengelyű, azonos átmérőjű és hosszúságú henger aprítja az anyagot. A
hengerek közötti résbe kerülő gabonaszem a hengerek nyomása következtében
összeroppan. Az e-ábra a hengerszék
képét szemlélteti.
A
hengerek aprító-munkáját a henger átmérője; a hengerek kerületi sebessége;
egymástól való távolsága / az őrlőrés/ és a henger felületének kialakítása
határozza meg.
A
henger-párra adagolt szemcse a hengerek egymástól való távolságától függően
háromféleképpen viselkedik:
-
nagy
hengertávolság esetén a szemcse átesik;
-
a szemcse nem jut
be a hengerek közé;
-
a hengerek a
szemcsét behúzzák.
Aprítás
akkor következik be a hengerek között, ha azok az anyagot behúzzák. A behúzás
állapotát a behúzási szöggel /φ/ jellemzik. A behúzási szöget a szemcsének a hengerekkel való érintkezési
pontjához húzott érintők alkotják. Az érintő merőleges a szemcse középpontját
és a henger tengely-középpontját összekötő egyenesre.
A
nagyobb átmérőjű henger jobban aprít, mint a kisebb átmérőjű. Hosszabb
hengeríven ugyanis hosszabb idejű az aprítás. A nagyobb átmérőjű henger kisebb
behúzási szöggel jellemezhető és hosszabb az őrlési út. Az őrlési út a
szemcsének a hengert érintő pontja és az őrlőrés közötti / az ábra jelölésével
: AB/ szakasz. Ezen a szakaszon érintkezik az anyag a hengerekkel, megy végbe
az aprítás.
A
henger-párok elhelyezkedhetnek egy síkban / horizontális/ és átlósan
/diagonális/. Az utóbbinak kisebb a szélességi mérete.
Az
őrlő-teljesítőképesség a henger hosszával arányos. Az elméleti
teljesítőképesség Farkas szerint:
Q = 3600. a. v. t. L.
γ kg/h
ahol a = a
hengerre adagolt „anyagfüggöny” szélessége, m
v = az anyag áthaladási sebessége az
őrlőzónán, m/s
t = kitöltési tényező
L = a henger hossza,
γ = az anyag fajlagos
tömege, kg/m3
Az
őrlőhengerek fordulatszáma különböző / ez egyébként az őrlés feltétele/. A
képletben a két érték átlagával kell számolni. A gyorsan forgó henger kerületi
sebessége 2,4…4,5 m/s; a hengerek közötti áttétel: búzánál 1,15…1,25; rozs: 3; zúzáskor 1. A
kitöltési tényező átlag o,5. A gabona fajlagos tömege 1,35 kg/dm3 .
Az
elméleti és a tényleges teljesítmény között nagy a különbség. Ennek az is az
oka, hogy az anyagfüggöny tömörítését gátolja a hengerek forgása következtében
keletkező légörvény, az ún. „hengerszél”.
A
hengerszék adatait az egységnyi hengerhosszra szokták vonatkoztatni. Pl. a búza
őrlésének energia-igénye: 4 – 6 kW
/ 1 m hengerhossz.
Az
őrlőhenger átmérője 220 – 350 mm. Hossza 500 – 1500 mm. Többnyire a
gyorsan forgó hengert hajtják meg, erről áttétel segítségével a lassút.
A Bühler
MDDL típusú, számítógép-vezérlésű, nyolc hengeres hengerszék teljesítőképessége
320 t/d. A horizontális henger-párok – kettő-kettő egymás alatt – szimmetrikusan helyezkednek el. A hengerek átmérője 250 mm,
hosszuk 800, 1000 és 1250 mm.
Átlós
/diagonális/ elrendezésű henger-párokkal felszerelt hengerszék a horizontális
alternatívája. A garatból egy-irányba forgó táphengerekre hull a szemcse. Az
őrlőhengerek közé a táphenger röpíti az anyagot. Az őrlőrés szabályozó
szerkezet segítségével állítható. A lassan forgó henger tengelye elmozdítható
csuklós karon függ, helyzete menetes orsó segítségével rögzíthető.
A
hengerszék meghatározó jellemzője az őrlőrés.
Csak tiszta felületű hengerek őrlőrése állandó. A hengerek alsó felületére
kefék szorulnak, a henger tisztítása / az őrlőrés állandósága/ céljából.
A
szemben forgó hengerek nemcsak párosával, hanem ötösével is elrendezhetők. A növényolaj-gyártásban
használatos ötös hengerszék a
préselés és az extrakció előtti anyagfeltárásra, az anyag lapítására, a
felület-növelésre szolgál. A hengerek egymás alatt helyezkednek el és párosával
szembe forognak.
Az
anyagáram felülről lefele irányul. Az adagoló-szerkezet feladata az, hogy az
anyag a henger teljes hosszára kerüljön.
Ezt úgy oldják meg, hogy az adagolóhenger / átmérője kisebb az
aprító-hengerénél/ palástjához az anyagot szétterítő lap helyezkedik el. Az
adagolt mennyiség a lap és a palást közötti távolság beállításával
szabályozható.
Az
első henger-pár rovátkolt felületű. Feladata az anyag roppantása. A következő,
sima felületű hengerek az anyagot lapítják. A hengerek résmérete csavarorsó
segítségével állítható.
Prések
A
prés nyomóerőt fejt ki az anyagra. Ennek hatására szétválasztás, az
anyag alakjának, szerkezetének megváltozása következik be. A prés rendeltetése
szerint megkülönböztetünk anyagkinyerő és alakadó préseket. Az utóbbiakkal az
ágazati gépek keretében foglalkozunk.
Fábry Granulálás és az instantizálás c. fejezetben a
cukorprést, majd a lényerés műveleteit és gépeit tárgyalja.
Szabó lényerő és alakadó préseket különböztet meg. Az ő
csoportosítását követjük, némi módosítással.
A korábbi szóhasználat, a lényerő prés – mint
gyűjtő-fogalom - ugyanis nem pontos. Az 1970-80-as években megjelentek a
préseléssel működő csontszeparátorok. A géppel kinyert szeparátorhús nem
tekinthető lének. Az anyag pépes állományú, de nem „húspép”.
Szalagprésnek minősül az ínszeparátor. A húsból kiválasztott ín ugyancsak nem
lé, így
anyag-kinyerő /köztük a lényerő/ és
alakadó préseket ismertetünk.
Anyag-kinyerő prések. Sajtoláskor
az anyagra kifejtett nyomás – a sajtolási idő múlásával – egyensúlyt tart a préselvény rugalmas
ellenállásával. A folyékony anyag / pl. olaj/ kilépést előidéző hajtóerő:
Fh =
F - Fe
ahol: F
= a sajtóban kifejtett erő,
Fe = a
préselvény rugalmas ellenállásából adódó erő.
Fe
részben a kilépő folyadék sebességi energiájává alakul, másrészt hőenergiává
válik. A prés melegedését a csigatengely vízzel és a kosár olajjal való
hűtésével ellensúlyozzák.
Az
anyag felületére ható erő nyomást jelent. Sajtolási vagy prés-nyomásról
beszélünk. A nyomás préseléskor az anyag rácsos-, szövet-szerkezetéből
távolítja el a folyadékot. Mivel a folyadék összenyomhatatlan, anyag-kinyerés
csak addig valósul meg, amíg a présnyomás szét nem roncsolja az anyag
szerkezetét. Akkor a nyomás növekedése a kilépő folyadék útját elzárja. Ezért a
lassú, lépcsőzetes nyomás-növelés kedvező, ami a szakaszos üzemű présekre
jellemző.
Folyamatos
présekben a gép üzemi jellemzőinek módosításával igyekeznek az optimális
anyag-kinyerést elérni. Pl. a borászatban széles körben alkalmazott csigás
sajtók újabb típusainál program-vezérlő szerkezet rövid időre leállítja a csiga
forgását, a nyomás csökkentése miatt.
Az
anyag-kinyerő prések nagy választékából a csigás-, dugattyús / illetve
nyomólapos/, valamint a szalagpréseket tárgyaljuk.
Csigás prések. A csigás prés főbb szerkezeti egységei: a
hengeres, palástján nyílásokkal ellátott préstér; a benne forgó csiga; a
töltő-, ürítő szerkezet; nyomás-szabályozó; hajtómű.
A csigalevelek közötti anyagra a levél
felülete fejt ki nyomást. A forgó levél az anyagot tolja a préstérben. Az anyag
és a csiga együttforgásakor préselés nem valósul meg.
A
folyadék a préstér nyílásain, a maradék a csiga anyag-feladási oldalával
ellentétes oldalon, a torló-szerkezeten keresztül lép ki.
A
préselés feltétele a présnyomás növekedése, illetve meghatározott mértékű
változtatása. Feltétel továbbá az anyag rostszerkezete. Ennek teljes
roncsolásakor pép keletkezik, ami összenyomhatatlan.
A nyomás a csiga-levelek közötti térben jön létre. A nyomás a következő módokon
növelhető:
-
az átömlési
keresztmetszetnek az anyag haladási irányába való csökkenésével / a
csiga-tengely átmérőjének növelése révén/;
-
a csiga
menetemelkedésének csökkenésével;
-
a torló-szerkezet
nyílásának csökkentésével /”fojtás”/.
A
géptípustól függően a préstér perforált henger vagy kosaras szerkezetű; a gép
elrendezése pedig vízszintes vagy függőleges tengelyű.
A
csigás prést többek között a növényolaj-gyártásban; a borászatban; első
fokozatban gyümölcslé préselésére; szeparátor-hús előállítására használják.
Az
olajsajtó vízszintes elrendezésű
kosaras prés. A kosár közép-tengelyében forog a csiga. A csiga közös tengelyre
erősített menet-elemekből csigalevél/ és a közöttük elhelyezett közdarabokból
áll. Átmérője – ennek megfelelően a kosár belső átmérője –
különböző méretű lehet. A kosár és a csiga így szakaszokra oszlik.
A
csigát körülvevő kosár
trapéz-keresztmetszetű lécekből / ún. normál-léc/ van összeállítva. A
léceket kengyel, a kengyeleket kosár-rúd fogja össze. A lécek belső kerülete
– a lécek kialakítása következtében- fűrész-fogazású. A fogak
megakadályozzák azt, hogy a csiga és a sajtolt anyag együtt forogjon.
A
normál-lécek közé kaparólécet iktatnak. Ez töri, keveri a sajtolt anyagot és az
együtt-forgást is akadályozza. Szerelési okokból fedő- és záróléc is részei a
kosárnak.
A
trapéz keresztmetszetű lécek
oldala ívelt, bordázott. A lécek egymáshoz illeszkedésekor a bordák / a
bemélyedések/ képezik a préstér nyílásait. A nyílásokon keresztül folyik ki az
olaj. A kosár alá szűrővel ellátott vályút szerelnek.
Az
olajprés torló-szerkezete kúpos, kónusznak nevezik.
Az olajsajtó tájékoztató műszaki adatai: a csiga
átmérője – a préselési szakaszoknak megfelelően – 176 – 187
mm, a tengely /mag/ átmérője 120 – 170 mm. Elősajtoláskor a csiga fordulatszáma
15 – 20/min, végsajtoláskor 5 – 9/min. Hajalt magból 150 t/d,
préselvényből 10 – 20 t/d a prés teljesítőképessége. Az elektromos
teljesítmény-igény 100 kW-nál nagyobb.
A
szőlőprés préstere perforált,
miután kisebb a présnyomás. A csiga viszonylag nagy menetemelkedésű. A
torló-szerkezet hidraulikus működtetésű billenő ajtó. A torló-nyomás –
ami a présnyomás ellen hat – az ajtó és a préstér pereme közötti nyílás
méretétől függ.
A
szőlőt a gép garatjába adagolják. A torló-ajtót nyomás-érzékelő alapján
működtetik: a préselés kezdetekor az ajtó zár, a legnagyobb nyomás értékénél
nyit. Közben a préselési folyamatnak megfelelő helyzetben van.
Zárt
ajtónál a préstérben törköly-dugó alakul ki. A lé – a préstér nyílásain
átjutva - tengely-irányban levő két csonkon ömlik ki. Előbb az elő-présmust,
majd a présmust folyik ki. A törköly az ajtónyílásnak megfelelő mennyiségben
távozik.
Az
együttforgás megakadályozására törköly-tépőt építenek a csiga-térbe.
A Blanchère típusú gyümölcsprés
teljesítő-képessége 2 – 8 m³ lé/h. A perforált préskosarat
merevítő-gyűrűk övezik. A prés hossza 3200 és 4600 mm, típustól függően. A
motor 10 – 20 kW.
Keverőgépek
Keverésen különböző anyagok
egymásban való eloszlatását értjük.
Az a cél, hogy a legkisebb térfogat-elemben is megvalósuljon a kívánt keverési
arány. Több esetben a hő-átvitelt, oldást, kémiai reakciót kívánjuk keveréssel
elősegíteni.
A
kavarás az anyag mozgásban tartása azért, hogy az anyag szerkezete ne
változzon. Pl. a cukorpép-kavaró gép megakadályozza a pép dermedését,
megszilárdulását.
Az
irodalom szerint /Fábry, Tscheuschner/ a keverőgépek csoportosítása:
-
forgó tengelyre
szerelt keverőszerkezet;
-
forgó tartály;
-
pneumatikus
keverő, ahol gőz- vagy gáz-áram idézi elő a keverő-hatást.
Fábry
a statikus keverőket is tárgyalja és a tej-homogenizálót is a keverők közé
sorolja.
Követjük
a fenti rendszerezést azzal, hogy a keverőgépek közé felvettük a dohány-keverőt
is, ami szoros értelemben egyik csoportba sem sorolható. Az italkeverőt /
víz-CO 2 - szörp/ az aggregátorok között tárgyaljuk.
Forgó
keverőszerkezet. A forgó tengelyre
szerelhető keverőszerkezetek közül mutat néhányat a 147. k ábra. A keverő elem
kialakítása elsősorban az anyag viszkozitásától függ. Hígfolyós anyagokra
lapkeverő, sűrűn folyó anyagra / pl. kenyértészta/ Z-karú keverő használatos. A
lapkeverő tengelye átmenő, a Z-karú, vagy a csavar-szalagos keverőben a kar,
illetve a csavar köti össze a két tengelycsonkot.
A
keverőtengely: vízszintes, függőleges és a függőlegeshez szögben hajló. Mozgása
kör-, bolygó- vagy egyéb összetett /pl. „vándor”/ mozgás.
Az
anyagok eloszlatásán kívül a keverés hatására szerkezeti átalakulás is végbe
mehet, pl. tészta dagasztása vagy habverés.
A
keverés megvalósulhat atmoszférikus körülmények között és vákuumban, illetve védőgáz-atmoszférában.
Vákuumos pl. a húsmassza keverő
A
keverés végbe mehet az aprítással egyidejűleg. Aprító-keverőgép pl. a kutter.
Vályús keverőgép. /e-ábra/ A húsmassza keverésére
szakaszos működésű, kétcsigás vályús keverőt / 148. ábra/ alkalmaznak. A vályú
alakját az határozza meg, hogy a forgó csigák burkoló-görbéje henger. A vályú kettős U-szelvényű. A kettős
teret válaszlap határolja. A lap két végén az anyag átömlik. A csigák
ovál-pályán áramoltatják az anyagot. A vályút reteszelt fedél zárja. A gépet a
fedél nyitott helyzetében felülről töltik. Keverés után az ürítés a
homlokfelületen levő ajtó nyitása után megy végbe.
A
hazai gyártású vályús keverő űrtartalma 100 liter, a csigák fordulatszáma
120/min. A motor 3,0 kW-os. A motorról fogaskerék-hajtás révén forgatják a
csigákat.
Húsmassza
keverésére, homogenizálására 200 – 6000 liter űrtartalmú vályús keverőket
is használnak. Ezeket „nagykeverő”-nek nevezik. Minél
nagyobb az elegyítendő anyagok mennyisége, annál valószínűbb a homogén állomány
keverés után.
A nagy méretek miatt a fedél és az ürítő-ajtó
pneumatikus munkahenger segítségével működtethető. A technológiai igények
szerint a keverőtérben vákuum létesíthető, illetve védőgázzal tölthető fel.
Z-karú keverőszerkezettel is
felszerelhető a vályús keverőgép. A Z-kar a lapátos vagy csigás keverőnél
nagyobb igénybevételt képes elviselni, ezért nagy viszkozitású anyagok
keverésére alkalmas: tészta; nyersen érlelt húskészítmény masszája; túró; vaj.
A
Z-keverőkarok egymással szembe forognak,
fordulatszámuk különböző.
A
kisebb viszkozitású anyagok keverő-tengelyét egy oldalról, a nagyobb
viszkozitású anyagokét mindkét tengelyvégről hajtják.
A
kétoldali hajtás öt fogaskerék-párral, összesen tíz fogaskerékkel valósítható
meg. Az ábra szerinti jobb oldali hajtómű egységei: elektromotor; a motorról
ékszíj hajtja az előtét-tengelyt. Az előtét-tengely másik végére ékelt
hajtó-fogaskerékkel kapcsolódó hajtott kerék és a mellette levő kerék
segédtengelyre van szerelve. A két egymás melletti kerék – egymással szembe
forgatva -hajtja a jobb oldali Z-karokat. A segédtengely átér a gép bal
oldalára és az itt felszerelt fogaskerekeket hajtja. A két-oldali hajtás
természetesen a tengelyek két oldalán azonos forgás-irányt valósít meg.
A
húsmassza keverésére használatos Z-karú keverő jellemző méretei : 250 és 400
liter űrtartalom. A keverőtér zárt, vákuum létesíthető benne. Az anyag
hidraulikus kocsi-emelő segítségével önthető a vályúba. A keverőmotor 7,5 kW. A
hidraulika és a vákuumszivattyú motorja egyaránt 1,5 kW. A szembe forgó
keverő-tengelyek forgásiránya változtatható.
Csészés keverőgép. A
sütőiparban használatos dagasztógép /
e-ábra/ tartályát nevezik csészének. A tartályba nyúlik a keverőszerkezet.
A kisüzemi dagasztó vagy habverő gép csészéje a gépszerkezettel egybe épített.
A közép- és nagyüzemi gép csészéje lekapcsolható és mozgatható. A mozgatható
csésze nemcsak a technológiai műveletre, hanem az anyagmozgatásra is alkalmas.
Dagasztáskor, habveréskor nemcsak keverés valósul meg, hanem az anyag
szerkezete is megváltozik.
A
kisüzemi gép csészéjéből kézzel emelik ki a tésztát, ekkor a keverőkart fel
kell emelni. Húsmassza keverésére hazai gyártó kifejlesztett 85 literes,
billenő-fejes csészés keverőt. A keverőkar fordulatszáma 50/min.
A
gépről a csésze akkor kapcsolható le, ha a csészét és a keverőszerkezetet
egymástól elválasztják. Elválasztáskor vagy a csészét vagy a keverőt mozdítják
el alaphelyzetükből: a csészét emelik-süllyesztik; a keverőt – a gép
fej-részével együtt – billentik.
A
billenő-fejes csészés dagasztógép és a csésze mozgásformái:
a/ a csésze mozgatása az üzem
padozatán kézikocsival;
b/ a dagasztószerkezet mozgása;
c/ a csésze forgatása;
d/ a billenő-fej mozgatása;
e/ a csésze emelése-billentése az
osztógép garatjába.
Az
a/ és e/ berendezés az anyagmozgató gépek körébe tartozik. A dagasztó csésze és
a húsmassza szállító kocsi emelése-billentése azonos művelet. A gépek
szerkezete is hasonló.
A
dagasztógép jellemzője a csésze űrtartalma. A hazai üzemekben használatos gépe
befogadó-képessége 10 – 400 liter.
A
dagasztószerkezet kialakítása és mozgása nagy változatosságot mutat. A
dagasztógépbe szerelhető egy vagy két kar. A kar alakja spirál-, ovál-görbe;
Z-alak, alul lapáttal; T-alakú. Fordulatszáma változtatható.
A
dagasztógép mozgásviszonyai: a
motortól a hajtócsigához ékszíjak közvetítik a forgatónyomatékot. A csigához
kapcsolódó csigakerék a géptörzsben csapágyazott csapon forog. A csigahajtómű
lelassítja a mozgást és átadja a dagasztó-karnak.
A
dagasztó-kar billenő-csap körül mozgó kétkarú emelő. A kar egyik vége a
csigakerék tárcsájába szerelt gömbcsuklóba nyúlik. A másik végén keverőlap /
„szarv”/ található.
A
billenő-csap keresztfejbe illeszkedik. A géptörzsben csapágyazott keresztfej és
a billenő-csap együttesen teszi lehetővé a kar két-irányú elmozdulását. Ennek
eredményeként a kar végén levő keverőlap a csésze belső palástjának vonalán
halad.
A
dagasztókart akkor kell billenteni, amikor a csészét a géphez illesztik,
illetve amikor a dagasztott tésztával teli csészét a géptől elválasztják, onnan
kihúzzák.
A
billenő-fej a dagasztószerkezet hajtóművét és a karok befogó-szerkezetét
tartalmazza. A billenő-csap helyzete géptípusonként változó, lehet a gép szélső
pontján, lehet beljebb, az egyensúlyi viszonyoknak megfelelően. Kisüzemi gép
billenő-fejét – emelőkar segítségével – kézzel; a nagyobb méretű
gép fejét hidraulikus hengerrel működtetik. A billenés pályája /ívhossza/ a
dagasztókar alsó pontja és a csésze felső pontja közötti távolság alapján
határozható meg.
A
csésze forgatása a dagasztókart mozgató motorról, közös hajtóművel vagy
egyedi hajtással oldható meg. Az új gépek szerkezetében az egyedi hajtást
részesítik előnyben. A csésze-forgató hajtómű típusát illetően figyelemmel kell
lenni a gyors és könnyű oldhatóságra, miután a csészét le-, visszakapcsolják.
Az igényeknek a dörzshajtás felel meg.
Kiválasztási szempontok:
optimális műveleti idő; könnyű kezelhetőség /kocsi-mozgatás, - rögzítés,
-ürítés/; biztonságos üzemmód; a gép vezérlése /programvezérlés előnyben/.
A BOKUI spirál dagasztó-karral felszerelt gépek
csésze-űrtartalom választéka: 38 – 240; 125 – 240 és 190 –
385 liter. A legkisebb gép elektromos energia igénye 2,0, a legnagyobbé 14,0
kW. A gép-tömeg határok: 200 – 1000 kg. A vezérlőszerkezetben 200-féle
program közül lehet választani.
Szénsavas-ital készítő /folyadék-leverő/.
A keverő-berendezést Hidegkúti aggregátornak, trimixnek nevezi.
Az utóbbi megnevezés az ital három összetevőjére utal:
víz;
szén-dioxid;
szörp /szirup/.
Szerkezeti
egységei: tartályok, csővezeték, szivattyú, szerelvények, szén-dioxid adagoló.
A szénsavat két fokozatban oszlatják el a folyadékban. Az utó-szénsavazó
buborékoltató rendszerű / hasonló a buborék-sapkás lepárlóhoz/.
Működése:
az előkészített vizet légtelenítik. Központi csövön áramoltatják a vizet a
légtelenítő-tartályba. A víz a cső belső nyílásán cseppekre bontó betéten ömlik
át. A cseppekből –a tartály felső pontján bekötött vezetéken keresztül
– vákuumszivattyú távolítja el a levegőt.
A
légtelenített víz puffer-tartályba kerül, ahonnan szivattyú az elő-szénsavazóba
szállítja. Az adagoló-nyomásszabályozó szerelvényen át a szénsav injektoron
keresztül lép be a vízbe.
A
szénsavazott víz a buborékoltató utó-szénsavazóba kerül. Ide vezetik be a
szörpöt, valamint második fokozatban a szénsavat. Az utó-szénsavazó
középvonalában kettős falú cső helyezkedik el. A cső a tartályban beállított
folyadékszint alá merül. A csőben áramló keverék a tartályban uralkodó
szénsav-nyomás ellenében átbuborékol a folyadék-rétegen és a cső körüli gyűrűn.
A kevert ital a tartály alsó részén gyűlik össze, ahonnan szivattyú szállítja a
töltőgéphez.
Az
előbbihez hasonló elven működik a Coca-Cola-gyártó berendezés. A
tartálykocsiban az üzembe szállított szénsavat tároló-tartályba fejtik le. Az
ízesítő anyag / szirup/ összetétele: folyékony cukor és koncentrátum. A titkos
összetételű koncentrátumot ugyancsak tartálykocsi szállítja az üzembe. Nagy
figyelmet fordítanak a víz előkészítésére.
Töltőgépek
A
töltés az előkészített félkész-termék edénybe, burkolatba
juttatása. Az edény nemcsak
burkolja, védi a terméket, hanem annak alakját és egységtömegét is
meghatározza. Töltéskor általában adagolják az anyagot. Néhány edény:
fém doboz, üveg vagy műanyag palack, öblös üveg, tubus.
A
burkolat többnyire elasztikus tömlő. Méretének megfelelő alakú lesz, ha
az anyagot bele töltik. Burkolatok: természetes bél, műbél, háló, fólia. A
töltőgépre vezetett burkoló anyag
hossza - ellentétben az edénnyel
– több termék-egység előállítására elegendő. Az egységek kialakítása
adagolás révén valósul meg.
Az
adagolást, töltést a burkolat vagy az edény zárása követi. A
zárószerkezet vagy a töltőgép része /pl. virsli-töltő- pározó/ vagy önálló
gép-egységben, a záró-gépben található / pl. uborkás-üveg töltő;
záró-gép/.
A
töltés tehát a következő műveleteket, eszközöket, anyagokat foglalja magába:
-
az előkészített
anyag tárolása, erre garat, tartály
szolgál;
-
az anyag
burkolatba, edénybe juttatása. A massza-töltő gépekben az alapegységet képező szivattyú mozgatja az anyagot;
-
a töltendő
anyagot adagoló-szerkezet;
-
a töltési
segédanyagok /tömlő, palack/ adagolása a töltő-egységhez;
-
záró-szerkezet,
a zárási segédanyag /fedél, kupak, dugó/ adagolása;
-
a töltött, zárt
termék-egység gyűjtése /autokláv-kosár,
füstölő-kocsi/.
Az
alakadó préseknél említettük, hogy ha az anyagot a garatból forma-szerszámon
/matricán/ nyomják keresztül, extrudálásról beszélünk, a gépet extrudernek
nevezzük. Két összetevő egyidejű töltését koextruziónak, a gépet koextruziós
töltőnek nevezzük.
A
vákuum és a sűrített levegő jelentős szerepet kap a
töltőgépeknél. Palack töltésekor a vákuum a folyadék-áramlás hajtóereje.
Húsmassza töltésekor a vákuum gátolja a mikroorganizmusok tevékenységét, az
anyagot pedig tömöríti. A sűrített levegő a töltendő anyag /pl. sör/ nyomását
ellensúlyozza.
A
töltőgépek fő csoportjait a töltött anyag, az alcsoportokat a szerkezet
jellemzői alapján határozzuk meg.
Masszatöltő-gépek. Masszának tekintjük az aprított-kevert,
húskészítmény gyártásra szolgáló anyagot; valamint a sonkagyártás
hús-alapanyagát. Töltésükre dugattyús és rotációs gépeket alkalmaznak.
Dugattyús töltőgépek /e-ábra/
elnevezése az anyag-továbbító szerkezetre
utal. Működése az általános gépészetben alkalmazott hidrosztatikus hajtásra
emlékeztet / Füzy/. A hidrosztatikus hajtóműben a munka-átvitelt
térfogat-kiszorítás elvén működő gép végzi, jelen esetben a munkadugattyú. A
közlőmű szerepét megfelelő nyomású közeg,
többnyire olaj, ritkábban sűrített levegő/ látja el. Kézi működtetésű kisüzemi dugattyús töltőgép
„közlőműve” az ember karja. Az olajnyomást fogaskerék-szivattyú
létesíti.
A
töltőhenger helyzete szerint megkülönböztetünk függőleges és vízszintes
tengelyű gépet. A töltőgép üzemmódja:
- szakaszos, ilyen az egyhengeres gép;
- fél-folyamatos a többhengeres gép;
- folyamatos üzemű a rotációs töltő.
A
függőleges tengelyű dugattyús masszatöltő
gép munka-ütemei: az anyagnak a
töltőhengerből a tömlőbe szállítása, a töltőcsövön keresztül. Munkafolyamata: a
fedél-mozgató munkahenger segítségével nyitják a gép fedelét. A töltő-dugattyú
alsó helyzetben van. A masszát a töltőhengerbe töltik. Előzőleg a henger
tengelyére merőleges tengelyű töltőcsőre felhúzzák a tömlőt. Zárják a fedelet.
Az olajtartályból fogaskerék-szivattyúval
létesített nyomás hatására – a vezérlő-mű megfelelő állása mellett
– olaj áramlik a munkadugattyú alá. Az olajnyomás – ami nyomásmérő
műszerrel ellenőrizhető - hatására a munkadugattyúval összeköttetésben levő
töltődugattyú a masszát a töltőcsövön keresztül a csőre húzott tömlőbe
nyomja. A töltött tömlőből adagokat képeznek. Az
adagoló a töltőgép része. A töltött terméket szállítókocsi tartórúdjára
/”füstölőbot”/ helyezik.
A
töltési munkafolyamathoz a következő kiegészítő
műveletek és eszközök csatlakoznak:
-
a töltőhenger
feltöltése, szállítókocsi-emelő, billentő segítségével;
-
a bél felhúzása a
töltőcsőre, kézzel vagy felhúzó-szerkezettel;
-
a bél-végek
zárása, kézzel vagy segéd-berendezéssel. Zárási módok: kötözés, forgatás,
klipszelés;
-
termékgyűjtés.
A
töltőgépek segéd-berendezéseinek részletezése az ágazati szakgéptan tárgya /l.
irodalom/.
A
dugattyús töltőgép jellemzője a töltőhenger űrtartalma. A kézi kisüzemi gép 10,
a közép-üzemi 20 – 60 literes. Az Alpina gép henger-űrtartalma 30
liter, a max. töltési nyomás 20 bar; max. adag 9999 g. A fogaskerék-szivattyú
motorja 2,2 kW. A géphez csatlakoztatott virsli-pározó szerkezettel 200 db/min
teljesítmény érhető el.
A
függőleges tengelyű töltőgép töltőcsövének tengelye a töltőhenger tengelyére
merőleges. Emiatt a hengerben áramló massza 90º-os irányeltérítést
szenved. Ez a nagyobb szemcsés anyagoknál /pl. szalámi-massza/ kedvezőtlen. A vízszintes
tengelyű töltőgépben irányeltérítés
nélkül áramlik az anyag. Ekkor viszont a vízszintes helyzetű töltőhengert
oldalról nem lehet anyaggal feltölteni. Feltöltéskor a hengert függőleges
helyzetbe kell billenteni. A
szalámi-massza töltő-gépsorban a töltőhenger a gépről leválasztható.
A
töltőgép nemcsak tömlőbe, hanem fém dobozba /„konzervdoboz”/ is
bejuttatja az anyagot. A sonkagyártásban jellegzetes termék az ún. Pulmann-sonka.
A
12 lbs tömegű fém doboz hossza 325, a 21 lbs tömegűé pedig 550 mm. Technológiai
követelmény a gép vízszintes elrendezése. A doboz- töltőgép hosszmérete a doboz legnagyobb méretének min.
négyszerese.
A gép hosszát a következő rész-méretek és
műveletek határozzák meg:
1. a pulmann-doboz hossza, a vízszintes tengelyű dobozt a
gép töltőcsövéhez kell illeszteni;
2. a doboz méretének megfelelő töltőcső, a csőre fel kell
húzni a dobozt;
3. a doboz űrtartalmának és alakjának megfelelő
nyersanyagot kell a gép garatjából a töltődugattyúval a dobozba nyomni. A garat
hosszát a doboz hossza határozza meg;
4. a munkadugattyú útja a töltő-dugattyú úthosszával
egyező.
A
tényleges gép-hosszméret az előbbi négy méret összegénél nagyobb: az illesztési
és a szerkezeti /pl. a munkahenger falvastagsága/ méreteket is figyelembe kell
venni. A gép telepítésekor figyelembe kell venni a kiszolgálásához szükséges
hely-igényt is.
A dobozolt sonka alternatívája a fóliás-sonka.
Ennek gyártásához szükséges kettős fóliás csomagológép hossz-méret viszonyai
hasonlóak a doboztöltő gépéhez.
A
doboz-töltőgéphez vákuumszivattyú és légkompresszor csatlakozik. A garatba
juttatott, majd a dobozba töltött húsmasszát légtelenítik. Sűrített levegő
nyomása működteti a garat fedelét és a munkadugattyút.
Korszerű
üzemben a vákuumot és a levegőt központi csőhálózatról, segédüzemből
szolgáltatják, a víz-, vagy gőz-ellátáshoz hasonlóan.
Több töltőhenger segítségével
a töltési munkafolyamat félfolyamatossá tehető.
Szalámi és sonka alapanyagának töltésére közép-üzemben kettős
dugattyús; nagyüzemben 3-5 hengeres gépsort; pépes
konzerv-termékeknél körasztalos töltőgépet alkalmaznak. A körasztalos
gépet rotációs gépnek is nevezik. Itt a rotáció nem a töltőszerkezetre / a
töltő dugattyús/ hanem a dobozokat mozgató szerkezetre utal / l. folyadék-töltő
gépek/.
A töltőgépek
teljesítőképessége
A teljesítőképesség az anyag-szállító berendezés
/szivattyú/ jellemzői alapján, az áramlástechnikai gépekre kidolgozott
összefüggések figyelembe vételével számítható.
Az elméleti teljesítőképesség értéke
csökkentendő a töltőgépek veszteség-időtartamai
szerint. Ezek az időtartamok:
- egy-hengeres gépnél a
töltőhenger feltöltése, több-hengeresnél az átváltási idő egyik hengerről a
másikra;
- adagoló-szerkezet
mellékideje;
- a tömlő vagy a doboz
töltőcsőre vezetése;
- a töltött termék zárása.
A töltés műveleti ideje tehát két részből
tevődik össze: az anyag-áramlás, adagolás hasznos ideje és a veszteség-idők
összege. A hasznos idő a töltőgép szerkezete alapján meghatározott. A
veszteség-idők kiegészítő berendezések segítségével csökkenthetők. Ez utóbbiak
száma és típusa alapján ítélhető meg a gép műszaki színvonala.
A töltőgép elméleti teljesítőképességét szabad-kifolyási
teljesítménynek is nevezik. A gépet a szabad kifolyás vizsgálatakor úgy
tekintik, mintha szivattyúként viselkedne. A gép tervezésekor, a prototípus
vizsgálatakor szokták számítani a szabad-kifolyási teljesítményt, ami
áramlástani törvények alapján határozható meg. A massza a gép töltőcsövén át
ömlik a burkolatba.
A cső keresztmetszetén átáramló anyagmennyiség a
keresztmetszet és az áramlási sebesség szorzatával arányos:
Q = A . v m³/min,
ahol:
Q = az átömlött anyagmennyiség,
m³/min
A = a töltőcső keresztmetszete, m²
v = az áramlási sebesség, m/min.
Az átfolyt
anyagmennyiséget kg/h mértékegységben számítva és a töltőcsövek számát
figyelembe véve kapjuk a szabad kifolyási teljesítőképességet:
Q = 60. z. A. v. γ kg/h,
ahol
: z = a töltőcsövek száma,
γ = a massza fajlagos tömege, kg/m³
Az áramlási, kifolyási sebesség - a kontinuitás törvénye szerint -
kifejezhető a töltőgép jellemzőivel: a töltőhenger és a töltőcső keresztmetszetének
aránya megegyezik a kifolyási sebesség és a dugattyú-sebesség arányával.:
A teljesítőképesség a töltőhengerbe adagolt
massza-tömeg és a műveleti idő hányadosaként is kifejezhető:
Q = 60. V. γ / T kg/h,
ahol: V = a töltőhenger űrtartalma liter,
T = a műveleti idő min.
Az előbbiek szerint T a hasznos- és a veszteség-idők
összege.
A
rotációs töltőgép massza-továbbító szerkezete forgó mozgást végez. A
forgó szerkezet „dugattyús” /pl. piskóta-szivattyú/ vagy lapátkerekes
/lamellás/. A massza-töltésre jellemző lapátkerekes töltőt a bevezetőben a
folyamatos működésű gépek közé soroltuk. Ez az anyag-továbbító szivattyúra
érvényes. Maga a töltőgép – az előbbiekben részletezett veszteség-idők
következtében – szakaszos üzemű.
A
lapátkerekes szivattyú működési elve Füzy alapján: a gép házában
excentrikusan elhelyezett forgórész
található. A henger alakú ház és a forgórész homlok-fala között –
a jó tömítés érdekében – a lehető legkisebb méretű rést hagyják. A dob
palástján sugár irányú hornyokat képeznek ki. A hornyokba helyezik a
lamellákat, illetve a lapátokat.
Forgás
közben a lapátok a térfogat-kiszorítás elvét valósítják meg. A ház, a dob és
két szomszédos lapát olyan teret zár be, amelynek térfogata forgáskor
periódikusan változik. A szállított anyagot a ház henger-felületén kiképzett
nyílásokon keresztül vezetik be a gépbe és vezetik el onnan.
A
lapátkerekes töltő elméleti teljesítőképessége – ami az
előbbiekben értelmezett szabad kifolyási teljesítőképesség – a következő geometriai
tényezők számítása alapján határozható meg egy fordulatra:
a ház belső felülete / a ház felületéből levonandó a
dob felülete/;
a lapátok által kitöltött felület, mint csökkentő
tényező;
az álló- és forgórész közötti résnek megfelelő
gyűrű-felület, mint csökkentő tényező.
Figyelembe
véve azt, hogy a szállított anyag-mennyiséget a számított térfogat és a
fordulatszám szorzataként / Q = V. n / nyerjük, a lapátkerekes töltőgép közepes
geometriai teljesítőképessége:
Q = 2 / D π – z. s / e. b. n liter /min
ahol: D = a dob /rotor/ átmérője dm;
z = a lapátok száma
s = a lapát
vastagsága dm
e= az excentricitás dm
b = a lapát
szélessége dm
n = a rotor
fordulatszáma 1/min.
Ha
az összefüggés alapján nyert számértéket 60-nal és a töltött anyag fajlagos
tömegével /γ, kg/dm³ /
szorozzuk, az eredmény dimenziója kg/h.
A
számításkor eltekintetünk a volumetrikus hatásfoktól. Ez az álló-és a
forgórész közötti, valamint a tömítetlenség miatti veszteséget fejezi ki. A szó
arra utal, hogy a veszteség miatt kisebb térfogatú anyag áramlik, mint a
számított érték.
A
bevezetőben említett veszteség-idő %-ban is kifejezhető. Ennek alapján
értelmezhető a töltőgép technológiai hatásfoka, amely a technológia és a
gép műszaki színvonalától függ.
A
rotációs töltőgép szerkezete. A töltőgép belső henger-felületén
kiképzett nyílás egyike a garat, a másik a töltőcső. A töltendő anyagot –
többnyire kocsiemelő-billentő szerkezet segítségével – a garatba
juttatják. A töltőszivattyú a masszát a töltőcsőre húzott tömlőbe /bélbe/
nyomja.
A
töltőgép hengeres háza lehet függőleges és vízszintes /e-ábra/ elrendezésű. A garatban adagoló spirál található. A lapátok
– mint az előzőekben említettük – a ház falához feszülnek, a lehető
legkisebb rés mellett. Az első generációs gépeknél a feszítő-erőt rugóerő fejti
ki. Az újabb gépekben bütykös tárcsa nyomja a lapátokat a ház falához.
Az
a/ változatú gép rotorjának vízszintes tengelyét oldalt elhelyezett hajtómű
forgatja. A b/ jelű gép alsó meghajtású, felül ugyanis a garat helyezkedik el A
vízszintes elrendezésű gép töltőcsövéhez forgatásos adagoló-szerkezet
kapcsolódik.
A
Handtmann vízszintes elrendezésű lapátkerekes töltőgép
teljesítőképessége – termék egység-tömegtől függően – 6 – 9 t/h. Az adag tömege 1 – 10
000 g. Adagolási sebesség 1 – 315 db/min. A töltési nyomás 18 – 30
bar. A gép motorja 7,5 kW.
A nehezen tisztítható lapátokat fogaskerék helyettesítheti /e-ábra/
Koextrúziós töltőgép /töltött henger és gombóc gyártó/
Ha
két töltőgépet kapcsolunk össze és a két gépből az anyagot kettős csőbe /
„cső a csőben” szerkezet/ töltjük, akkor két összetevős, betétes
/töltött/ terméket nyerünk. A nyomás alatti töltő extruder, a kettős töltő
koextruder. Az eljárással édes- és húsipari termékek állíthatók elő.
A
töltőcső kialakításától és az adagoló-szerkezettől függően a koextruziós
töltőgéppel
- töltött rúd, vagy
- a töltött rúdból gombóc gyártható.
Az
e-ábra néhány töltött-termék formát
szemléltet.
Töltött
rúd gyártásakor a kettős töltőcső vízszintes, gombóc töltésekor függőleges
elrendezésű. A burkolatba töltött rúd adagolása-zárása a homogén termékével
azonos /pl. a tömlő zárása klipszeléssel./ Alaktartó nugát-termékek nem
igényelnek burkolatot.
A
töltött gombóc diafragma vagy kettős,
menetes tárcsa segítségével
formázható. A diafragma / e-ábra/
a fényképezőgépben is megtalálható szerkezet. Táguló-szűkülő nyílást képező
lemezekből áll. /A lemez alakja a kutter-késre emlékeztet. /A lemezek
forgattyús hajtóművel, csap körül mozgathatók. A KS-típusú diafragma legnagyobb
nyílása 70 mm, a gombóc tömege 250 g, a gép teljesítőképessége 250 db/min. A
diafragmás változat töltőgépei Vemag típusúak /e-ábra/. Jellegzetes termék a kecsöpös virsli, teljesítőképesség
500 kg/h. Nagyobb átmérőjű / 60 mm/ termékből elérhető a 2000 kg/h
teljesítmény. Burgonya-burkolatú töltött termékből 120 db/min és 700 kg/h
állítható elő.
A
kettős menetes tárcsa menet-árka
megfelel a gombóc méretének. Egy-egy tárcsa félgömböt formáz, a kettő gömböt. A
kettős csőből ömlő, henger alakú tészta és belül a burkolat, a tárcsák hatására
gömb alakot vesz fel. A menetes tárcsa nemcsak göböt formáz, hanem függőlegesen
továbbítja is az anyagot, miután a menet tolja a masszát /és nem forgatja/.
A
tárcsás formázóval felszerelt töltőgép típusa Rheon /e-ábrák/ elsősorban töltött édesipari
termékek előállítására használatos. A szembe forgó menetes tárcsa menetárka
alakítja ki a gömböt. Az anyagot nemcsak formázza, hanem tengely irányban
/lefele/ továbbítja is. A gép teljesítőképessége 20 – 40 db/min;
egységtömeg: 15 – 300 g; a töltőgépek motorja 2,6 kW elektromos
teljesítményt vesz fel.
Hűtőgépek
Hűtőgépeken általában a
hűtőenergia-szolgáltató berendezéseket értik. Ebben a fejezetben a technológiai célú hűtőket
tárgyaljuk, azokat, amelyek a hűtőenergia segítségével végeznek el valamely
műveletet. A technológiai hűtők a hűtőenergiát nem előállítják, hanem azt
felhasználják.
A
technológiai hűtés irányulhat helyiség, kamra, terem /e-ábra/; és gép /e-ábra/
/ illetve a géppel feldolgozott anyag/ hűtésére. Az előbbi eljárást a klímaberendezések
tárgykörébe soroljuk. Minden klímaberendezés egyben hűtő is, lévén a
légállapot egyik jellemzője a hőmérséklet, mind a pozitív, mind a negatív /
hűtés, fagyasztás/ értelemben.
A
hűtőgépeket azok technológiai hatása szerint csoportosítjuk:
- az élelmiszer tartósítására szolgál pl. a lap-fagyasztó;
- hőmérséklet-csökkentés szükséges a hőkezelés után azért, hogy az anyag a
következő műveletnek megfelelő állapotba kerüljön. Hűtést igényel pl. a főzött
sör-lé / lemezes hűtővel/, az olvasztott zsír /csigás hűtővel/;
- esetenként az anyag szerkezetének átalakítása
hűtés hatására megy végbe. Példa erre a cukor kristályosítása;
- a hűtés hatására termék állítható elő, pl. fagylalt;
- a hűtés adott technológiai művelet kiegészítő-művelete
is lehet. Pl. a kutterben az aprítási munka egy része hővé alakul. Az alapanyag
nem kívánatos melegedése hűtéssel ellensúlyozható. A kutter hűtésére –
többek között jégpehely használható.
A
kriogén hűtőközeg és a kriogén hűtés egyre szélesebb körben szolgál
technológiai célokra.
Lap-fagyasztó berendezések A hagyományos hűtés,
fagyasztás során hideg levegő segítségével csökkentik az anyag
hőmérsékletét. Az eljárás rossz hatásfokú. Hatékonyabb a fagyasztás akkor, ha a
hőátadás fém felületen valósul meg. A fém ugyanis a levegőnél sokkal
jobb hő-átadó. A fém hűtőközeg segítségével hűthető. A fém felület egyik
oldalán a hűtőközeg, a másik oldalon a hűtendő anyag helyezkedik el. Fém
felületen valósul meg a hűtés a lap-fagyasztóban és a lemezes hűtőben.
A
hűtendő anyag tulajdonsága szerint megkülönböztetünk
függőleges és
vízszintes elrendezésű lap-fagyasztó berendezéseket.
A
függőleges elrendezésű lap-fagyasztó /e-ábra/ ömlesztett anyag
tartósítására szolgál. Célszerű a berendezés alkalmazása olyan termék gyártási
folyamatában, amely termék alapanyaga hűtést igényel /pl. szárazáru/. Ekkor a
fagyasztott hústömbök közvetlen aprításra kerülhetnek.
A
berendezés állványra szerelt egységekből, cellákból áll. A cella oldala fém
lemez, egyik oldalon a hűtendő anyag, a másikon a hűtőközeg / ammónia/
helyezkedik el. A cellának fedele és nyitható feneke van. A cellában az
anyagáram függőleges. Töltésre pl. magaspályán mozgó tartálykocsi, ürítésre
pedig a cellák alatt mozgó szalag szolgál.
Hűtéskor
az anyagban /pl. hús, gyümölcs-pulp/ levő víz a fém felülethez fagy. Ürítéskor
a jégréteget meg kell olvasztani. Erre a célra a hűtő-rendszerből meleg gázt
vezetnek a cellába. A hő hatására a jég vékony rétegben megolvad és a fagyott
tömb tömegénél fogva a cella alatti szalagra hullik.
Csomagolt
termék /pl. készétel/ fagyasztására vízszintes /e-ábra/ elrendezésű berendezést alkalmaznak. Amíg a függőleges
elrendezésű cellákat az anyag teljesen kitölti, addig a vízszintes polcokon az
anyag és a hűtőfelület között légtér található. A levegő káros hatása úgy
mérsékelhető, hogy a hűtendő termék magassági mérete a polcok távolságának
feleljen meg, ne legyen légrés.
Feltöltéskor
mindenképpen szükséges rés a termék és a fémlemez között. Ez a rés töltés után
úgy szüntethető meg, hogy a polcokat hidraulikus
dugattyú segítségével a termék felületéhez szorítják. Ürítéskor a polcokat
ellenkező irányba kell mozgatni, a termék kiszedése céljából. A vízszintes
elrendezésű lapfagyasztó működtetéséhez tehát hidraulikus vagy pneumatikus
segéd-berendezés szükséges.
Fagylaltgyártó gép. A fagylalt
pasztőrözött alapanyag-keverékből, fagyasztással előállított szilárd vagy krém-szerű
termék. A kemény fagylalt vagy jégkrém fagyasztás után csomagolásra majd
utófagyasztásra kerül. A lágy fagylaltot – rövid idejű tárolás után
–közvetlen fogyasztják.
A
fagyasztógép / 200. ábra/ kettős köpenyű hűtött henger, melynek a
felületére fagy a szivattyúval áramoltatott fagylalt-keverék. A felületről
forgó kaparóelem szedi le a megfagyott anyagot. A fagyasztással egyidejűleg
levegővel habosítják a fagylaltot.
Az
elő-fagyasztás és habosítás hőmérséklete –4…- 9ºC. Az alapanyagot szivattyú szállítja a
fagyasztóba, miközben szabályozott mennyiségű szűrt levegőt vezetnek az
anyagba. Az alapanyag-levegő keveréket újabb szivattyú szállítja tovább. A
szivattyú a szállításon kívül az anyag keverésére is szolgál.
A
fagyasztóból kilépő anyag egy részét visszavezetik a hűtőhengerbe. Így a
bekevert levegő aránya növekszik, a fagylalt habosabb. A szivattyúk
teljesítménye fokozatmentesen szabályozható. A fagylalt jellemzőit végül is a
következők határozzák meg:
- a szivattyúk szállítóképessége;
- a bekevert levegő mennyisége;
- a kaparókés tengelyének fordulatszáma.
A
fagyasztóból kilépő fagylaltból további fagyasztás után jégkrém /e-ábra/
készíthető. A jégkrém alakját, méretét az öntőforma határozza meg. A formázott tömbbe pálcikát helyeznek, majd a
jégkrémet burkolattal látják el. A formázás, pálcikázás, csomagolás művelete
körforgó / karusszeles/ gépben valósítható meg.
Jégpehely-gyártó gépek. A jégpehely
hűtött felületre fagyott és a felületről lekapart víz. A pehely jellemzőit /
alak, vastagság/ a hűtő- és a kaparó-berendezés üzemi viszonyai alapján
szabályozzák. A jégpehely termék / pl. hal, pezsgő/ és gép / pl. kutter/
hűtésére egyaránt alkalmazható.
A
jéggyártó gép szerkezeti egységei: fagyasztó; víz-bevezető; a fagyott víz, a
jég leszedése és eltávolítása a fagyasztó-felületről. A fagyasztó-géphez
jégpehely-tároló siló csatlakozik.
Az
első generációs berendezések fagyasztó egysége függőleges, kettős köpenyű
henger. /e-ábra/. A köpenyben
a hűtőközeg, a henger belső palástján a víz áramlik. A köpeny-hűtés és a kaparószerkezet
változatai:
a/
a vizet a tartály felső pontján vezetik a palástra. A tartály középvonalában
forgó tengelyre a palásthoz illeszkedő kaparólapot szereltek. A palástról
lekapart jég a tartály alsó részén távozik;
b/
a vizet alul vezetik be, a jeget felül ürítik. Kaparólap helyett a tartály
középvonalában forgó csiga szedi le és szállítja a jeget az ürítő-nyílás felé.
Az előbbihez viszonyítva kedvezőbb a kisebb szilárdságú lap helyett a csiga
alkalmazása;
c/
a b/ változattól annyiban különbözik, hogy a kettős köpenyt, a tartály
palástjára vezetett spirálcső helyettesíti.
Azonos méretű henger palástjára szerelt spirálcső lényegesen nagyobb
hűtőfelületet eredményez, mint a sima hengerpalást.
A
spirálcsöves-hengeres jégpehely-előállító gépet a német Ziegra cég gyártja.
Középüzemi gépei a ZBE típusjelet viselik és 13 tagból álló választékot
képeznek. Ezek műszaki adatai: teljesítőképesség 30 – 350 kg/d;
hűtő-teljesítmény 350 – 1800 W; a
kompresszor elektromos teljesítmény igénye 0,3 – 1,6 kW; a hűtőközeg
elpárolgási hőmérséklete –12…-30ºC; a belépő víz 15, a
környezet 20ºC hőmérsékletű. A hűtőaggregátor, valamint 10 – 200 kg
jég befogadóképességű siló a berendezés része.
A
nagyüzemi berendezések típusjele ZBE/VBE. A legnagyobb teljesítőképesség 10 t
jég/d, a hűtőteljesítmény 50 kW.
A
második generációs jégpehely-gyártók merülő-dobos /e-ábra/ rendszerűek.
Működése: hűtött köpenyű forgó fém henger vízbe merül, miközben a víz a henger
felületére fagy. A dob mérete és a fordulatszám alapján a gép
teljesítőképessége jól szabályozható. A dob belső köpenye a következő zónákra
oszlik: merülő-, hűtő-, utóhűtő-szakasz. A hűtőközeget a dob csőtengelyében
vezetik be. Egyszerűen oldható meg a jég lekaparása a dob felületéről.
A
vizet az előállított jég mennyiségével arányosan, folyamatosan kell a
merülő-tartályba vezetni. A vízvezetékbe UV-sugaras fertőtlenítő egység
kapcsolható, a berendezés CIP-rendszerben tisztítható.
A
Maja-típusú merülő-dobos berendezés típusjele RVE, a választék kilencféle, ezek
teljesítőképessége 200 – 9000 kg/d; a jég hőmérséklete
–7…-8ºC; víz-igény 0,2 – 9,0 m³/d; hűtőteljesítmény
1 – 90 kW. A tartályba vezetett víz 16, a környezeti hőmérséklet
20ºC.
A
merülő-dobos jégpehely-gyártó gépet Szabó a dobszűrővel hasonlítja
össze. Megállapítja, hogy mindkét gépre érvényes:
az átfolyó mennyiség =
hajtóerő / ellenállás.
Az
ellenállás arányos a rétegvastagsággal. Ez dobszűrőnél az
iszapvastagságot, fagyasztódobnál a jégréteg vastagságát jelenti. A
rétegvastagság a műveleti időtől / fordulatszámtól/ függ. A hajtóerő fagyasztódobnál
a hőmérséklet-különbség. A hűtőközeg és a jég hőmérséklet-különbsége függ a
hőátadási jellemzőktől és a dob felületétől.
Kriogén-közeggel hűtő berendezések. A hűtőenergia általában a
következőképpen nyerhető
- kompresszoros, vagy abszorpciós körfolyamatban
a hűtőközeg elpárologtatásával;
-
hűtőközeggel /hideg víz, sólé, ammónia/ működtetett hőcserélő
segítségével;
- kriogén közeg közvetlen elpárologtatásával.
Az
eddig bemutatott hűtőgépek az első két energiaforrást alkalmazzák. A kriogén
közeg folyékony nitrogén vagy szén-dioxid. Kriogén hűtéskor a termék és a
hűtőközeg közvetlen érintkezik egymással.
A közeg nagy párolgáshője következtében kiváló hő-átvitel érhető el.
A
hűtő-körfolyamatban a hűtőközeg folyamatosan – amíg a rendszerből
ki nem ürítik – fejti ki hűtőhatását. A kriogén közeg
energiatartalmát átadja a terméknek, a maradék gázt el kell szívni és a közeget
– amíg a terméket hűteni kívánjuk – folyamatosan pótolni kell. A
kompresszoros hűtőberendezés egységei – az elpárologtatón kívül –
kompresszor, kondenzátor, szerelvények, csővezetékek. A kriogén hűtő
tárolótartályt /annak folyamatos utántöltését/, adagoló-szabályozó berendezést
és szívó-ventilátort tartalmaz.
A
kriogén közeggel gép és termék hűthető. A géphűtés példája a LINKUT
márkanevű kutter-hűtő / e-ábra/. A
folyékony nitrogént tárolótartályból, mérő-szabályozó műszeren keresztül a gép
zárt aprító-terébe vezetik. A közeg párolgásakor ellensúlyozza a vágószerkezet
melegedését. A gázt ventilátor szívja el. Kiegészítő berendezések: az
aprító-tér légtelenítésére vákuumszivattyú; vízadagoló pépgyártáshoz. A kriogén
kutter-hűtés a jégpehellyel való hűtés alternatívája.
Termék
hűtésekor az üzemi viszonyoktól és a teljesítőképességtől függően változó a hűtőtér
/ alagút, kád, szekrény/ és az anyagmozgató berendezés / szalag, kocsi/.
A hűtő-egységek / tartály, csővezeték, mérő-adagoló/ nagyrészt azonosak.
a/
a fagyasztó alagútban a síkszalagon haladó termékre permetezik a kriogén
közeget. A berendezés különösen gurulós termék / pl. gyümölcs/ fagyasztására
alkalmas. A modul-rendszerben kifejlesztett fagyasztók jól illeszkednek az
igényelt teljesítőképességhez. A Linde-cég hétféle alagútjának hossza 5 –
10 m, szalagfelület 3,2 – 13,6 m². A legnagyobb termék-magasság 100
mm.
b/
a spirál-fagyasztó szalagja központi dob körül csavarvonalban halad. Egy
dob alkalmazásakor az anyag be- és kilépési pontja a spirál magasságának
megfelelő szintkülönbségben található. A kilépési ponton a fagyasztott termék a
szalagról lefut és a szalag spirál-pályában záródik. Két dob
sorba-kapcsolásakor az első dob felső pontján kifutó szalag a második dob felső pontján fut tovább, és a
második dob alsó pontján – a belépéssel azonos szinten - hagyja el a termék a szalagot. /e-ábra/.
A
szalagok – az alagúthoz hasonlóan – zárt térben futnak. A termék
nemcsak kriogén közeggel, hanem hagyományosan, hideg levegővel is hűthető. A
szalagfelület 20 – 176 m², a fagyasztási idő 23 – 90 perc
között szabályozható.
c/
A merülő fagyasztó szerkezete a főző-alagútéhoz hasonló. A fagyasztási
idő nagyon rövid. Miután a termék-egységek a kádban egymást követik különös
figyelmet kell fordítani a higiéniára / a kereszt-fertőzés elkerülése
érdekében/. A kriogén közeget folyamatosan pótolni kell.
d/
A fagyasztószekrény kisüzemi berendezés. Az anyagmozgató eszköz polcos
kocsi. Egy polc fagyasztó-felülete kb. 1 m², a polc-osztás a
termék-magasságtól függően változtatható. Hasznos belmagasság 1950 mm.
Hőkezelő berendezések
Az
előkészítő gépek Hő hatására szétválasztók c. fejezetében különbséget
tettünk hőcserélő és
hőkezelő között. Rögzítettük azt, hogy a hőkezelő berendezés közvetlen technológiai
célból közöl hőt az anyaggal. A hőcserélő része a hőkezelőnek, pl. a
főzőberendezés vizét melegíti. Előfordul az, hogy a két funkció egybeesik, mint
pl. a lemezes hőcserélő esetében.
Szabó és Fábry könyvükben hőcserélőket tárgyalnak.
Ezek közé felvesznek értelmezésünk szerint hőkezelő berendezéseket is, pl. a
lemezes és a kapart falú hőcserélőt. Kerényi – álláspontunkhoz
hasonlóan – hőcserélőket és a hőkezelés berendezéseit különbözteti meg.
A hőkezelő berendezéseket csoportosíthatjuk a technológiai
művelet szerint:
főző sütő
gőzölő pirító
forrázó pörkölő
pasztőröző perzselő
srerilező
Csoportosíthatjuk
a berendezéseket a hő-közlő közeg szerint:
gőz víz elektromos áram
gáz étolaj
levegő
Gőzzel
hőkezelő berendezések
A
gőz közvetlenül / pl. gőzfőző szekrény/ vagy közvetve, víz közvetítésével / pl.
gőzös hőcserélővel fűtött főzőkád/ fejti ki hatását az anyagra.
A
berendezés szerkezeti kialakítása:
- kádak;
- szekrény;
- kettős köpenyű tartály vagy cső;
- egyéb hőkezelő / tálcás pörkölő, autokláv/;
- lemezes hőcserélő, l. a hűtőgépeknél.
A
hőkezelő kád pl. a sertésforrázó, vagy a pasztőröző kád. Két fő
szerkezeti egysége: a hőkezelő és az anyagmozgató.
A
hőkezelő / forrázó/ kád kapcsolási vázlatát és az anyagmozgatás változatait a Hő
hatására szétválasztók c. fejezetben mutattuk be.
Az
alagút pasztőröző anyagmozgató eszköze csuklótagos szalag. Fém doboz vagy öblös
üveg szállítására alkalmas. A szalag a vízszint alá meríti a terméket. A szalag
hőkezelő szakasza után az alagútban vízpermetezéses hűtőszakasz
következik.
A
palackozott sör hőkezelésére szolgáló alagút- vagy permetező-pasztőrözőben a
palack különböző hőfok-zónákon halad át. A meleg víz szórófejekből ömlik a
palackra. A viszonylag hosszú hőkezelési időt a palackok léptető /
”lépegető”/ mozgásával érik el. A berendezés gőzfogyasztása és
alapterülete nagy, viszont technológiai szempontból kedvezőbbnek tartják.
A
főzőszekrény /e-ábra/
kombinált berendezés. A húskészítmény főzésén kívül a termék felületi
nedvességének szárítására, valamint füstölésre is alkalmas.
A berendezés szerkezeti részei: a szigetelt
falú szekrény; a légtechnikai berendezések; gőz-befúvó és kondenz-víz vezeték;
mérő-, szabályozó szerkezetek. Az anyagmozgatás eszköze a magaspályás vagy
padozaton tolható kocsi.
A
légtechnikai berendezések a szekrény tetején találhatók és megfelelnek egy
klímaberendezés egységeinek: levegő-beszívó ventilátor, léghevítő, befúvó és
elszívó csatorna, használt levegő elvezető levegő-tisztítóval ellátva.
A
szekrény teljesítőképességét a kocsik számával jellemzik. Forgalmaznak 1
– 6 kocsis szekrényt. Nagyobb teljesítmény esetén hőkezelő alagút
alkalmazása célszerű.
A
főzés hőmérséklete 70-80ºC. Amennyiben a szekrényben nemcsak főtt, hanem
sütött készítményt / pl. húskenyér/ is elő akarnak állítani, akkor elektromos
fűtőtestet, mint alternatív hőkezelőt kell beszerelni. A gőzzel való hőkezelés
100 ºC felett ugyanis gazdaságtalan.
A
hőkezelő szekrény teljesítőképessége:
Q = z. q. 60/T t/h,
ahol: z = a kocsik száma
q = a kocsira
rakott termék tömege, t/db
T = a
műveleti idő, min.
A
kocsi fajlagos terhelése /q/ töltelékáru esetén a termék átmérőjétől függ.
Minél kisebb a termék-méret /pl. virsli/, q értéke annál kisebb. A kisebb
méretű terméknek viszont a műveleti ideje is kisebb. Mint korábban utaltunk rá,
a műveleti idő a hasznos- és a veszteség-idő összege.
Gázzal hőkezelő berendezések
A
hőkezelés energiaforrása földgáz. Természetes eredetű energiahordozó, a
Föld terméke. Számottevő átalakítás nélkül felhasználható. Kémiailag tiszta.
Anyaga nagyrészt metán, kisebb arányban etán, propán és bután. Ként nem
tartalmaz, páratartalma elhanyagolható. Égésterméke vízgőz és széngáz. A
füstgáz-tartalom 35 – 50%-kal kevesebb, mint az olajé vagy a széné.
A
csőben vezetett földgáz az üzemben állandóan rendelkezésre áll. A vezeték nagy
teljesítőképességű, hosszú szakaszokra kiépíthető. A gázszolgáltatás –
szemben a gőzkazánnal – decentralizálható. A hálózati veszteség kicsi. A
hőkezelő berendezés gyorsan üzembe helyezhető.
A
földgáz égés, nyílt láng révén fejti ki hatását. Égésnek nevezzük azt a
kémiai folyamatot, amelynek során a tüzelőanyag hő-fejlődés közben oxigénnel
egyesül. Az égés feltételei:
- éghető anyag;
- az égést tápláló oxigén;
- gyulladási hőmérséklet.
Az égés sebességétől függően megkülönböztetünk:
- lassú vagy fojtott égést. Lassú
égéskor a tüzelőanyag úgy egyesül az oxigénnel, hogy közben a hőmérséklet a
gyulladási hőmérsékletnél kisebb. Fojtott égés megy végbe a füstfejlesztő
berendezésben / füstgenerátorban/;
- a gyors égés
feltétele az, hogy az éghető anyag és az oxigén jelenlétén kívül az éghető anyag
hőmérséklete a gyulladási hőmérsékletnél magasabb. A gyorsan égő anyag izzik
vagy lánggal ég. A láng izzó gáz. Gyors égés alapján működnek a
gáz-üzemű sütőkemencék. Korábban alátüzeléssel működtettek hőkezelő
/főző/ és lepárló / szeszfőző/ berendezéseket. Ezek kiszorultak az üzemi
gyakorlatból;
- robbanás-szerű égéskor,
röviden robbanáskor az éghető anyag szabályozatlan körülmények között
egyesül az oxigénnel. Lökéshullámok keletkeznek, melyek energiája rombolást
végez. A robbanással a munkavédelem c. tárgy keretében foglalkozunk.
Égéskor
égéstermék keletkezik. Gáztüzeléskor füstgáz, a fafűtéskor hamu. A
hőkezelő berendezésben gondoskodni kell az égéstermék elvezetéséről
Sütőkemencék. A sütés
fokozott mértékű hőkezelés. Hatására a kelt tészta térfogata növekszik, a
termék íze és állománya kialakul és fogyaszthatóvá válik. A sütés feltételei:
- sütési hőmérséklet;
- sütési idő;
- a művelet kezdeti szakaszában gőzzel telített
sütőtér.
A
sütési hőmérséklet előállítható: földgáz, olaj, elektromos áram segítségével.
Az olajtüzelés higiéniai és gazdasági okokból háttérbe szorul. A földgáz
energiája kémiai reakció /égés/ következtében szabadul fel. A hőenergia
közvetlen vagy közvetett hőátadás révén jut el a sütés helyére, kenyér-sütéskor
a tésztához.
Közvetlen hőkezeléskor a
tüzelőanyagot épített, falazott sütőtérben égetik el. Az eljárást jelenleg házi
vagy vendéglátó-ipari / pizzéria/ sütőkemencékben alkalmazzák. Közvetett hőkezeléskor
a tüzelőanyagot a tűztérben égetik el. A tésztát a sütőtérbe
juttatják. A hőkezelés a sütőtér fém
falán keresztül megy végbe.
A
sütőtérből három módon jut a tésztához a sütéshez szükséges hő:
- sugárzással;
- vezetéssel;
- áramlással.
A
három hő-közlési mód közül a sugárzás a legjelentősebb kenyér-sütéskor.
Az összesen leadott hő 80 – 85 %-a. A hősugárzás a sütőtér oldalairól,
boltozatáról árad.
A hővezetés a sütőtér fém-felületén –
ahol a tészta elhelyezkedik – megy végbe. A hőáramlás a sütőtérben levő
levegő és gőz mozgása révén érvényesül.
A
hőközlés a következő szerkezetekkel valósítható meg:
- cikloterm
hő-közlés a sütő-teren kívül keringtetett forró égéstermékkel. A füstgáz a
sütőtér falát fűti;
- gőzcsöves
hő-közlés a csőben levő víz halmazállapot-változása révén. A gőzcsövet a
sütőtér falába építik;
- léghevítővel
előállított forró levegővel. A forró levegő közvetlenül süti a tésztát.
A
cikloterm-rendszerű kemencében a
sütőtér zárt fém lemez „doboz”, melyet a tűztér vesz körül. A
tűztérben égőfejben keletkezik a földgázból / levegő és gyulladási hőmérséklet
hatására/ láng, majd nagy hőtartalmú füstgáz. A forró füstgáz hőtartalmát a
sütőteret körülvevő füstcsatorna falazata veszi át és a sütőtérbe továbbítja. A
füstjáratokon áthaladva a füstgáz a kéménybe távozik. A füstgázt ventilátor
keringteti. A hazai kemencék általában cikloterm-rendszerűek.
A
gőzcső a tűztér és a sütőtér között helyezkedik el. A csőben víz,
illetve annak gőze cirkulál. A tűztérben a hő a vizet elpárologtatja. A sütőtér
viszonylag kisebb hőmérsékletén a gőz kondenzál és leadja kondenzációs hőjét. A
hő-leadás – a gázégő hőjén túl – a sütőtér fűtésére hasznosul.
A
gőzcső szerkezete:
- egyenes vagy L-alakban hajlított, visszatérően zárt,
egyharmad térfogat-részben vízzel töltött;
- önmagukba visszatérő, zárt csőkeret, ugyancsak
egyharmad-részben vízzel töltve.
A
sütőfelület rögzített vagy mozgó.
Az előbbi kemence működése szakaszos, az utóbbié folyamatos.
Az
égőfejeket a keverőkamrába szerelik be. A kamrában a friss és a vissza-vezetett
füstgáz keveredik. A nem cirkuláltatott füstgáz a kéménybe távozik.
A
tésztát a sütőtérbe adagolják. Ezt a műveletet vetésnek, az eszközt vetőszerkezetnek
nevezik. A kemence teljesítőképességétől és műszaki színvonalától függően a
következő vetőszerkezeteket különböztetjük meg:
- kézi lapát;
- lapát vetőszalaggal kiegészítve. A sütőtérbe a
szalag juttatja a tésztát;
- automatikus.
Az
etázskemence nevét a többszintes
rögzített sütőtér /e-ábra/ alapján
kapta. A sütőteret a tűztér veszi körül. Párafejlesztő szerkezetet
sütőterenként szereltek be. A párafejlesztő a tűztérbe lejtősen vezetett cső. A
csőbe vezetett vizet a tűztér hőenergiája gőzzé alakítja. A gőz a páranyíláson
át jut a sütőtérbe.
A
hazai etázskemencék sütőfelülete 10 – 15 m², a sütőterek száma 3
– 4. A kemence teljesítőképessége 100 – 250 kg/h egy kilogramm
tömegű kenyérből. Zsemlére 1500 – 4000 db/h. Fajlagos energia-igény 150
MJ/ 100 kg kenyér.
A
Winkler etázskemence sütőterének száma 4 és 5; felülete 3,8 – 18,0
m²; szélessége 600 – 1800 mm.
A
földgáz, mint energiaforrás legújabb alkalmazása a termo-olajjal fűtött
etázskemence / Die Ernährungsindustrie, 2003. 12./. A termo-olajat spirálcsöves
radiátorban hevítik. A hengeres radiátor középvonalában helyezkedik el a
gázégő. A füstgáz körül járja a spirálcső felületét és a csőben áramló olajat
melegíti. A központi olaj-hevítőre több sütőkemence kapcsolható.
Az alagútkemence /e-ábra/ tűzterén fémtagos
sütőszalag viszi végig a tésztát. A hazai alagútkemence cikloterm-rendszerű. A
kemence üzem-menete:
- üzembe helyezés előtt bekapcsolják a ventilátorokat,
többszörös légcsere céljából. A szellőztetés célja a robbanás-veszély
elhárítása;
- üres állapotban üzemi hőmérsékletre fűtik a
kemencét;
- a sütési hőmérséklet elérésekor kezdődhet a tészta
vetése. Többszintes sütőterű kemence műveletsorát a három tartályos autoklávéhoz
hasonlóan kell megszervezni.
A
sütőszalag sűrű szövésű végtelenített acélháló. Felső ága a sütőtérben,
az alsó a sütőcsatorna alatt halad. A szalagot hajtó- és feszítő-görgőn vetik
át. A hajtó-görgő az ürítési, a feszítő a vetési oldalon található. A szalag
alsó ágát a füstgáz-csatorna sugárzó hőjével melegítik, hogy a sütőtérbe vissza
jutva a szalag hőmérséklete annak megfelelő legyen.
A
két sütőteres alagútkemence vetélő-szerkezetének egységei:
- a tésztát szállító polcos kocsi;
- emelőszerkezettel ellátott átadó-szalag. Az emelő a
szalagot annak a sütőtérnek a szintjére emeli, amelybe a tésztát vetik;
- emelőszerkezettel ellátott vetőszalag, amelyről a
sütőtérbe kerül a tészta.
A
sült kenyeret a sütőszalag a sütőtéren túlnyúló kihordó szalagra juttatja. Az
üzem légterétől billenő-ajtó választja el a sütőteret.
Az
alagútkemence sütőfelülete 25 – 50 m²; hossza 15 – 25 m; a
sütőszalag szélessége 1,5 – 3,0 m; teljesítőképesség 1 kg-os kenyérből
0,5 – 1,0 t/h; fajlagos energia-igény 160 – 180 MJ/ 100 kg kenyér.
Kenyérsütő vonalat az e-ábra
szemléltet.
Elektromos hőkezelő berendezések
Az
elektromos áram energiatartalmát hasznosítják az élelmiszer-előállításban. Az
elektromos sütő hagyományos háztartási gép. Egyre szélesebb körben alkalmazzák
az iparban is az elektromos áramot, a következő formákban:
- ellenállás-fűtéskor az áram energiája az ellenállás huzalban hővé alakul. A hőenergia
sugárzás és vezetés révén hasznosul;
- infravörös sugárzáskor az áram sugárzó hőt kelt,
„infra-lámpa” vagy sugárzó test révén;
- nagyfrekvenciás, illetve mikrohullámú hőkezeléskor
az anyag-részecskék elektromágneses erőtérben végzett mozgása a hőkezelés
forrása.
Az
elektromos szerkezetek működésének részletei az elektrotechnika tárgykörébe
tartoznak. Ebben a fejezetben az alapelveket, alapfogalmakat ismertetjük. Az
elektromos hőkezelők mechanikus szerkezetei / üst, szekrény, alagút/
egyeznek az egyéb energiaforrás alapján működő berendezésekével.
A
villamos fűtés előnyei:
- az elektromos áram gyakorlatilag mindenütt
rendelkezésre áll. Az elektromos hőkezelők elsősorban kisüzemi berendezések;
- az elektromos hőkezelők szennyező anyagot nem
tartalmaznak és nem bocsátanak ki;
- viszonylag egyszerű a szerkezetük;
- könnyen szabályozható, a fűtés üzem közben
megszakítható és bármikor – gombnyomásra
- újra indítható.
Ellenállás-fűtésű
hőkezelőket többek között a sütőipar / sütőkemence/, a hús- és zöldség-gyümölcs
feldolgozás / főzőüst/ alkalmaz. Az elektromos sütőkemence további
előnyei:
- nincs szükség tűztérre, füstcsatornára és egyéb
mechanikus szerkezetekre;
- nincs szükség a csatornák szellőztetésére, ami
veszteség-idő;
- a többszintes kemence sütőtereinek a hőmérséklete
eltérő lehet. Egyidejűleg többféle termék / pl. kenyér, zsemle/ süthető. Ez
különösen kisüzemben kedvező;
- a földgázzal ellentétben nem robbanásveszélyes.
A
gazdaságos üzemelésre példa Werli alapján: egy 25 m² sütőfelületű
cikloterm-kemence maximális teljesítmény esetén 25 kg olaj. Ez megfelel 290 kW
hőenergiának. Azonos sütőfelületű kemence villamos fűtési igénye 160 kW.
A
villamos kemence sütőterében samott-béléses
fűtőlapok találhatók. A
spirálvonalban felcsavart ellenállás-fűtő szálakat a lapok furataiba helyezik.
A samott-lap szigeteli a lapba szerelt ellenállás-huzalt; a fejlődött hőt
elosztja és tárolja. A sütőteret alulról is és felülről is fűtik. A termékhez
mindkét irányból sugárzással jut el a hőenergia.
Az
alulról sugárzó hőt a sütőfelület egyenletesen elosztja és vezetéssel közli a
tésztával. A tészta közelebb van az alsó fűtőlaphoz. Ez kedvező a tészta
térfogatának növekedésére. A térfogat-növekedésnek ugyanis a héj kialakulása
előtt kell bekövetkeznie.
A hazai ellenállás-fűtésű kemencék műszaki adatai:
sütőfelület 3 – 24 m², teljesítőképesség 1 kg-os kenyérből 70
– 280 kg/h, beépített elektromos teljesítmény 37 – 118 kW, fajlagos
energia-felhasználás 120 MJ / 110 kg kenyér.
A Bongard kemence sütőfelülete 2,2 –
23,5 m², beépített elektromos teljesítmény 23 – 160 kW. A cég
40-féle kapacitású elektromos kemencét kínál.
Dielektromos fűtéskor a
felmelegítendő anyagot kondenzátor-lemezek közé helyezik. A lemezeket nagy
frekvenciájú generátorra kapcsolják. A generátort ipari árammal táplálják. A
lemezek között elektromágneses erőtér alakul ki. Az anyag dipólus molekulái / a
víz/ az erőtérnek megfelelően igyekeznek elhelyezkedni. A váltakozó áram
– váltakozó irányú erőtér – a dipólust megfordítani igyekszik. A
mozgást a molekulák súrlódása gátolja. A súrlódás hatására hő fejlődik. Ez a hő
a hőkezelés energiaforrása. A hő-fejlődés az anyag belsejében megy végbe. A
környezet felé minimális a hő-veszteség.
A hőkezelt anyag térfogat-egységére /V/ jutó
teljesítmény /P/:
P/V
= E². f . ε . tgδ
W/m³
ahol E =
elektromos térerő V/m
f =
frekvencia 1/s
ε =
dielektromos állandó A. S/ V. m
tgδ
= dielektromos veszteség-tényező / fordítottan arányos a a
dielektromos állandóval/.
A dielektromos fűtés frekvencia-tartománya 0,5
– 200 MHz. Leggyakoribb a 27 MHz /Szabó/. A víz dielektromos
állandója 77, a húsé 40, a műanyagé átlag 2.
A mikrohullámú fűtés hasonló a
dielektromos eljáráshoz. Frekvencia-tartománya nagyobb, gyorsabb
hőmérséklet-emelkedés valósítható meg mikrohullámú erőtérben. Mind az iparban,
mind a háztartásokban a mikrohullámú melegítő terjedt el. Élelmiszer
hőkezelésére az EU-ban 2450 MHz, az Egyesült Királyságban 915 MHz frekvenciát
alkalmaznak.
Az
infravörös sugárzáshoz hasonlóan viselkednek a dielektromos és a mikrohullámú
erőtér elektromágneses sugarai. A polietilén csomagolóanyag pl. átengedi a
sugarat. Így csomagolt termék is hőkezelhető /pl. fagyasztott anyag
vissza-melegítése/. A fém a sugarat visszaveri. Fém eszköz vagy alu-fólia
károsítja a berendezést.
A
P/V-re felírt összefüggésből látjuk, hogy a hő-teljesítmény a dielektromos
állandóval egyenesen arányos. Mikrohullámú erőtérben a jelentős víztartalmú
élelmiszerek hőkezelése célszerű: fagyasztott hús, zöldség, gyümölcs
felmelegítése, főzés, előfőzés. Sütésre a mikrohullámú berendezés nem alkalmas.
A mikro-sűtő ellenállás-fűtővel kiegészített berendezés. Kifejlesztettek
– mikrohullámú erőteret hasznosító – víztartalom-mérő műszert.
A
mikrohullámú hőkezelő szerkezeti egységei: generátor, illetve magnetron;
a magnetron által fejlesztett mikrohullámú energiát továbbító egységek:
hullámcsatorna vagy koaxiális kábel; melegítő kamra, szekrény vagy alagút; a
felmelegedett levegőt áramoltató ventilátor.
Az
amerikai Raytheon QMP típusú berendezése 140 kg tömegű és 15 %
zsírtartalmú marhahúst 40 kW igénybe vétele mellett hét perc alatt
melegít fel - 18ºC-ról
-3ºC-ra.
A
mikrohullámú melegítés előnyei: a berendezés elektromos hálózatról
működtethető; hatásfoka átlagosan 60 %; a műveleti idő a hagyományos
eljárásokhoz viszonyítva nagyságrendekkel rövidebb; csomagolt termék
kicsomagolás nélkül melegíthető; fagyasztott élelmiszer melegítésekor a
tömeg-veszteség gyakorlatilag nulla.
Az
eljárás hátrányai: az anyag melegedése a víztartalom-eloszlástól függ,
ezért a melegedés heterogén /pl. több összetevős készétel /; pirításra, sütésre
nem alkalmas; létesítési és üzemeltetési költsége viszonylag nagy.
A
szokásos hőmérséklet-mérés mikrohullámú erőtérben nem alkalmazható. Az
érzékelőben / higany, termoelem/ ívkisülés lép fel, ami a mérési eredményeket
torzítja és a műszert is tönkre teszi. Alkalmazható mérési módszerek: árnyékolt
termoelem, száloptika, ultrahang.
A
száloptikás műszer vezetékét fluoreszkáló bevonattal látják el. Az érzékelőt a
termékbe szúrják. A hőmérséklet emelkedésekor a foszfor fényt bocsát ki. A
fényerősség a hőmérséklettel arányos. Az ultrahang sebessége az anyag hőmérsékletétől
függ.
Az e-ábrák között sertésforrázót, magpörkölőt
és autoklávokat is találunk.
Diffúzión alapuló gépek
A
diffúzió fizikai, illetve fiziko-kémiai fogalom. Részecske-mozgást jelent. A
mozgást koncentráció-különbség idézi elő. A részecske a kisebb koncentrációjú
közeg felé áramlik a diffúzió hatására.
Élelmiszer-ipari alkalmazás az említett
diffúziós extrakción kívül a pácolás, füstölés.
A
cukor-extrakciót a gyakorlatban diffúziónak, a berendezést diffúzőrnek
nevezik. Sárkány a diffúziós
extrakció megnevezést javasolja.
A
diffúzió hatására áramló anyag mennyisége Fick törvénye szerint:
m = - D. A . dc/dx . t kg
ahol m
= t idő alatt átdiffundált anyag tömege,
kg;
A = az anyag
felülete, mely felületen a diffúzió megvalósul, m²;
dc/dx =
koncentráció-gradiens vagy koncentráció-esés. Egységnyi
távolságra eső
koncentráció-különbség, kg/m²;
t = műveleti
idő, s;
D = k. T/
η diffúziós állandó, ahol k = anyagjellemző T = a diffúzió hőmérséklete
η = viszkozitás
A
mínusz előjel arra utal, hogy az áramlás a kisebb koncentráció felé irányul.
Cukordiffúzőr
A
cukorgyártás célja a cukorrépában levő szacharóz kivonása, elkülönítése a répa
egyéb anyagaitól. A diffúziós eljárás során a cukrot szeletelt répából,
meleg víz segítségével ellenáramban vonják ki. Mivel a szacharóz a cukorrépából
vizes oldatba, a lébe kerül, az eljárást lényerésnek nevezik.
A
lényerés kiindulási anyagai az édesszelet és a lugzóvíz / friss víz/. Terméke a
nyerslé. A répából kivont cukrot és nem cukor anyagokat tartalmaz.
Mellékterméke a kilugzott szelet.
A
cukorrépa sejtekből épül fel. A sejteket a sejtfal határolja. Ezen belül
található a sejtnedv. A répa cukortartalma a sejtnedvben van feloldva. A
sejtfal félig-áteresztő hártya. Nyílásain csak kis méretű molekulák juthatnak
át.
Ha
a cukrot ki akarjuk vonni a sejtekből, a sejtfalat előbb melegítéssel
áteresztővé kell tenni. A melegítés hatására a sejtfal melletti fehérje
kicsapódik, így a fal átjárhatóvá válik. Ez a folyamat a plazmolízis
vagy sejtölés.
A
diffúziós lényerés során két folyamat játszódik le:
plazmolízis, melynek célja a sejtfal áteresztővé
tétele;
diffúzió, mely a sejt-lé és a lugzóvíz közötti
koncentráció-különbség hatására jön létre. A sejt-lé oldott anyaga az
oldószerbe / a lugzóvízbe/ diffundál.
Az
édes-szelet megfelelő vastagságú, alakú, egyenletes, törmelékmentes és sima
felületű. A lugzóvíz két összetevőből áll: friss vízből és a szeletprésből
vissza vezetett présvízből.
A
hazai /és több európai/ cukorgyárakban a nyers-lé előállítására Buckau-Wolf torony-diffúzőrt
és a hozzá kapcsolt csigás forrázót alkalmazzák /e-ábra/.
A
csigás forrázóba szállítószalag adagolja az édes-szeletet. A friss vizet a
torony felső részén vezetik be, hőmérséklete 50 - 70ºC. A víz lefelé
áramlik, a szelet felfelé halad. Érvényesül a teljes ellenáram. A cukorban dús
lé, a toronylé alul távozik.
A
toronylét a forrázóba áramoltatják, részben közvetlenül, részben hőcserélőn
keresztül. A lé visszavezetésének több célja van:
az édes-szelet lével keveredve / szelet + lé/
szivattyúzhatóvá válik. A lének a forrázóba vezetését bekeverésnek is
nevezik, amely műveletet elősegíti a forrázó hossztengelyében forgó csiga;
a hőcserélőn átvezetett és a forrázóba áramoltatott lé
fűti a forrázót. A keringtetett lé hőmérséklete 75 - 80ºC;
a lé a teljes cukortartalmú szelettel érintkezik.
Kilépés előtt a lébe még cukor diffundál.
A
lé vissza vezetése következtében a torony főterméke, a nyers-lé nem a
toronyból, hanem a toronyhoz kapcsolt segéd-berendezésből, a forrázóból lép ki.
A
forrázótér felső részén szitalemez helyezkedik el. A szita feletti térből szivattyú
szívja el a levet.
A
torony alsó részén a szelet/lé
bevezető cső; a torony-lé elvezető cső és a szitalemez található. A szitalemez
feladata a szelet és a lé szétválasztása. A szelet/lé bevezető cső túlnyúlik a
szitalemez síkján. A nyitott csőből a közeg kilép és elterül a szitafelületen.
A szelet a felületen marad. A lé a szita nyílásain átáramlik és a kúpos alsó
térből elvezető csövön keresztül a forrázóba, illetve hőcserélőbe kerül.
A
torony középvonalában lapátokkal ellátott csőtengely forog. A lapátok elkapják
a szitán szétterülő szeleteket és azokat a toronyban felfelé továbbítják. A
forgás következtében a lapát a szeletre tolóerőt fejt ki. A lapátprofil
következtében felfele mutató erővektor / felhajtóerő/ lép fel. / Az erő
és mozgásviszonyok hasonlóak a repülőgépéhez: ott a tolóerőt a hajtómű, a
felhajtóerőt a szárnyprofil valósítja meg./
A
csőtengelyre szerelt lapát csepp- vagy háromszög-alakú. A palást kerületén az
egymás alatti lapátsorok fél osztással el vannak tolva. A lapátsík és a hengerpalást
által bezárt szög változó. A forgó lapátok közé a falra erősített álló lemezek
nyúlnak be. Ezzel elkerülhető a szeletek eltömődése, tömörödése. A szelet-halom
fajlagos tömege 700 kg/m³.
A
torony felső részének egyik oldalán a friss vizet vezetik be, a másik
oldalon a kilúgzott szelet lép ki. A hajtómű ugyancsak a felső részen
található, amit járófelület és korlát vesz körül.
A
0,2 – 0,6 % cukrot tartalmazó szelet előbb vízleválasztó csigára, majd a
szeletprésbe kerül. A présvizet vissza vezetik a toronyba.
A
csőtengelyt fogaskerék-hajtómű forgatja. A hajtott nagy kereket a tengelyre
szerelték. Ezt több, a kerület mentén elosztott fogaskerék hajtja, mindegyik
egy-egy motorról. Így a nagy nyomaték a több hajtókerék között oszlik meg. A
BW-típusú diffúziós torony csőtengelyét öt motor forgatja. A torony külső
átmérője 4000 – 6250 mm; magassága 18 m.
Tschenschner / 1996/ a
BMA-típusú diffúziós-toronyra a
következő hőmérséklet-adatokat közli:
friss víz 60 - 65ºC szelet + lé 70 - 72ºC
torony belsőtér 67 - 72ºC kilúgzott
szelet 60 - 65ºC
torony-lé 70 - 72ºC présvíz 70 - 72ºC
forrázó 80 - 85ºC
„D” diffúziós tényező / cm²/min/ : 7,7 – 3,8 . 10-4
a diffúzió időtartama < 75 min
fajlagos szelet-felület: 44 – 52
cm²/g
A cukordiffúzör kiválasztási szempontjai:
kis diffúziós veszteség. A
diffúziós veszteség azt fejezi ki, hogy 100 kg répa feldolgozása során hány kg
cukor veszett el a kilúgzott szelettel;
a nyers-lé tömény és tiszta
legyen. A tisztaság alapvetően a nyersanyag előkészítési technológiáján múlik;
a lé-nyerés időtartama / 75
– 85 min/;
alapterület-igény / ebből a
szempontból a torony a legkedvezőbb/;
folyamat-szabályozás, a
berendezés karbantartása;
munkabiztonság, különös
tekintettel a magas toronyra / a felső hajtóművet karban kell tartani/.
A diffúziós torony alternatívája a
horizontális diffúzör /e-ábra/.
Egyik változata a 90˚kal „billentett” torony, a másik a forgó
henger.
A
diffúzió nemcsak az extrakciót, hanem egyéb folyamatokat / szín- íz-kialakítás
tartósítás/ is kísér. Diffúzió révén jut a páclé a húsba és a füst-részecske
a sajtba, hústermékbe. A dohány pácolása a kondicionálással egyidejűleg megy
végbe. Berendezése a forgó henger /e-ábra/.
A melegített páclevet a hengerben levő levelekre porlasztják. A hő hatására
pára képződik, amit a hengerből el kell vezetni.
Húspácoló gépek
A
hagyományos húspácolás az anyag páclébe merítése vagy sózása / száraz pác/. A
merítés eszköze kád, tartály. Kisüzemek számára villás targoncával mozgatható
rozsdamentes tartályokat gyártanak. A merítéses pácolás időigényes.
A
diffúzió időtartama jelentősen csökkenthető egyidejű mechanikus eljárás
alkalmazásával:
tűs
pácoláskor rövidül a részecske-mozgás útvonala. A rövidülés mértéke a tű
anyagba hatolási mélységétől és a folyadék-nyomástól függ;
a hús ütése, ütköztetése lazítja szerkezetét, így a lé
könnyebben behatol az izomszövetbe. Az eljárás eszköze a forgó dob
/”tumbler”/;
a tűágyas forgatógép a tűs és a forgatásos
pácoló előnyeit egyesíti.
A
pácolás kiegészítő eszközei: pác-anyag / só, adalék/ előkészítő, tároló;
víz-ellátó; páclé-keverő berendezés; páclé-tároló tartályok; csővezeték és
szerelvények.
Tűs pácológépek /e-ábra/. A tűszám és az anyagmozgatás szerint
megkülönböztetünk kézi /egy-öt tűs/ és szállítószalagos többtűs pácolót.
A
többtűs pácológép szerkezeti részei:
tűsor a befogó, mozgató és páclé-csatlakozó
szerkezettel. A tű alsó végén furatok találhatók. A furatok száma és mérete a
pácolási technológiától /géptípustól / függ. A tű felső része az alternáló
mozgású tűkeretbe illeszkedik. Összeköttetésben van a hajlékony
folyadék-tömlővel. A tűkeret alternáló mozgású. A tű alsó helyzetében áramlik a
lé a húsba. A tűsorok száma és a tű-osztás a páclé-eloszlással függ össze. Egy
tűsor szélessége a szalag hasznos szélességével azonos;
páclé-rendszer egységei: tartály, szivattyú, szűrő,
adagoló. Az adagolóval szemben támasztott követelmény: egyenletes
páclé-eloszlás a húsban, kis páclé-veszteség. /Az utóbbi követelmény pl. úgy
elégíthető ki, ha a tű csak akkor fecskendez folyadékot, ha a húsba hatol. Ezt
érzékelő jelzi a szivattyúnak/;
anyagmozgató egységek: kocsi-emelő a szalag
táplálására; léptető mozgású fémtagos szalag; a szalag ürítése / többnyire
a szalag alá helyezett tartálykocsiba/. A szalag léptető mozgásának ütemét a tű
alternáló mozgásával kell összehangolni. A hús rétegvastagsága a szalagon a
szalagsebesség és az adag-mennyiség, illetve adagolás ütemideje alapján
szabályozható.
Tűs pácoló-gépekből mind a műszaki színvonal, mind a
teljesítőképesség szempontjából nagy a kínálat. Az egyik korszerű berendezés, a
Fomaco műszaki jellemzői:
tűszám 44, illetve 88 páclé 120 l/min, 2,5 bar
tűosztás 25, ill. 12 mm szalagsebesség 0,6 – 6,0 m/min
a
tűhíd üteme 20 – 125/min motorok 3,o kW
A
tűhíd üteme a szalagsebességtől, illetve a teljesítőképességtől függ. Ennek
megfelelően változtatható a tűszám, illetve tűosztás.
Füstölő-berendezések
A
füstölés ősi tartósítási eljárás. A füst a tartósításon kívül kialakítja a
termék színét, ízét. Húst, húskészítményt, szalonnát, halat, sajtot füstölnek.
A füstoldat /folyékony füst/ és az oldat porlasztásakor nyert termék
általánosan használt ízesítő anyag.
A
füst aroma- és tartósító-anyagai diffúzió hatására jutnak az anyag felületéről
az anyag belsejébe. Az eljárás a pácoláshoz hasonló.
A
füstölő-berendezések szerkezeti egységei:
a hőkezelő berendezések keretében már ismertetett
füstgenerátor;
a füstölő tér. Itt helyezik el a terméket és ide
vezetik be a füstöt. A terméktől és a teljesítőképességtől függően a füstölő:
kamra vagy szekrény /füstölő-főző/;
terem / szállítókocsis anyagmozgatás/;
alagút / folyamatos anyagmozgatóval/.
füsttisztító vagy katalizátor / lásd Abszorberek c.
fejezetben/.
Higiéniai
és környezetvédelmi szempontból a füstoldat és a füstpor használata
előnyös. A füstoldat előállításáról az Abszorberek c. fejezetben szólunk.
Füstoldattal füstölő A füstoldat
vagy folyékony füst /liquid smoke/ a következő eljárások segítségével vihető a
termékre:
porlasztás, a segédközeg sűrített levegő;
zuhanyozás vagy permetezés;
a termék bemártása az oldatba;
az oldat bekeverése az aprított húsba / mint adalék
anyag/;
páclé + füstoldat keverék bevitele többtűs
pácoló-géppel / Aro-Smoke eljárás/.
A
Red Arrow /USA/ Powrsmoker néven porlasztó-berendezés sorozatot kínál,
mozgatható és beépített változatban.
A
mobil porlasztó-berendezés szerkezeti egységei: 20 – 40 literes
oldat-tartály; porlasztófej; sűrített-levegő csatlakozó, szerelvényekkel.
Kisüzemben a szállítókocsira rakott termék felületére a porlasztó-berendezéshez
kapcsol kézi szórópisztollyal vihető fel a füstoldat.
A
Powdrench permetező alagútban a termék magaspálya-kocsira függesztett
állapotban halad végig. Terméktől, illetve a konvejor sebességétől függően a
berendezés teljesítőképessége 500 – 6000 kg/h.
Abszorberek
Az abszorpció gáz elnyeletése folyadékban. A
fa-füstből abszorpció révén nyernek füstoldatot. Az elnyelő folyadék a víz.
A kombinált füsttisztító / gáztisztító/ berendezés
abszorpcióval közömbösíti a füstölőkamrából távozó, környezetszennyező gáz összetevőit.
Az üdítőital-keverőben a folyadék a szén-dioxid gázt
abszorbeálja. A gáz oldhatósága a
hőmérséklettől függ.
A füstelnyelő oszlopban a füstöt,
alulról tölteten vezetik keresztül.
Ellenáramban a füstre vizet, majd / recirkuláció/ oldatot permeteznek. A
megfelelő töménységű oldatot elvezetik. A belépő füst hőmérséklete meghaladja a
100ºC értéket, ezért az oszlop alsó részét hűtőköpennyel kell ellátni.
A nyert füstoldatot szűrik, ülepítik, majd
palackozzák, hordóba fejtik.
Füsttisztító berendezések. A füstgenerátor típusától és
a füstfejlesztő anyagtól függően a füstben – az értékes aromaanyagokon
kívül – szilárd szennyező anyag / pernye, kátrány/ és éghető gáz
keletkezik.
A szilárd
szennyező anyag közömbösítési eljárásai:
mechanikus művelet:
ütköztetés, szűrés;
elektrosztatikus szűrő.
Gáztisztítási módok:
füstmosás / abszorpció/;
füstégetés /elektromos
fűtésű hőcserélő, 600ºC hőmérsékleten/.
Gyakori a kombinált eljárás alkalmazása.
Ilyen a KMA-füsttisztító. Működése: először több fokozatú elektrosztatikus
szűrőn vezetik át a kamrából távozó füstöt. Itt kiválik a kátrány. A gáz
mosótoronyban folytatja útját. A torony töltetes, a gáz és a víz ellenáramban
halad. /Működése hasonló a füst-elnyelő oszlopéhoz. A technológiai cél és a
végtermék eltérő./ Mind az elektrosztatikus szűrőt, mint a füstmosót időnként
ki kell tisztítani.
Füstfejlesztő berendezések
A
földgáz-égőből távozó füst – miután a gáz hőenergiáját
hasznosította – környezetszennyező melléktermék. A fa-füst
élelmiszer-összetevő „főtermék”.
Mint
láttuk a füst lassú égés-kor
keletkezik.
A fából fejlesztett füst nagyszámú összetevőt
tartalmaz. Az élelmiszer-előállításban a füst aroma-kialakító és tartósító
hatását használják ki. A füstölés ősi tartósító eljárás. Húst, halat,
húskészítményt, sajtot füstölnek. A füst – különösen a füstoldat és annak
porlasztás révén nyert koncentrátuma – fűszernek tekinthető.
Girard hideg és meleg füstölést különböztet meg.
Meleg füstöléskor a hőmérséklet eléri a 75 - 80ºC-ot. Így a művelet
hőkezelésnek is minősül.
Füstöléskor a következő fizikai folyamatok mennek
végbe: adhézió, adszorpció, kondenzáció, diffúzió, abszorpció. A füstrészecskék
diffúziója eredményezi elsősorban a termék ízét és tartósítását.
A
füstfejlesztő berendezést füstgenerátornak nevezik. A füstképző anyag és
a generátor típusa szerint a következő füstfajtákat különböztetjük meg:
- parázsfüst a
fűrészpor, valamint bükkfa-forgács lassú égésekor keletkezik. Az égéskor parázs
keletkezik, ami nem lobban lángra;
- dörzsfüstöt
a fahasábra szorított forgó fémtárcsa súrlódási hője fejleszt;
- kondenz-füst a
fűrészpor-halmazon átvezetett gőz kondenzációja következtében keletkezik. A füst
aroma-anyagait a gőz oldja ki.
A
füstgenerátor olyan tüzelőszerkezet, amelynek nem a hőjét, hanem a
füstgázát hasznosítják. Füstölőnek nevezik azt a berendezést, amelyben a
füst a termékkel érintkezik, ahol végbemegy a diffúzió.
A
parázsfüst előállítására szolgáló
generátor /e-ábra/ szerkezeti
egységei: garat, keverő, gyújtólap, gyújtó, ventilátor, füst-elvezető,
hamu-gyűjtő. A füstképző anyagtól függően fűrészporos, illetve faforgácsos
generátort különböztetünk meg. A faforgács
kereskedelmi cikk. Marógéppel állítják elő. A fűrész-telepről beszerzett
fűrészpor minősége bizonytalan. Az elektromos gyújtóra csak üzembe helyezéskor
van szükség. A jól beszabályozott generátor önfenntartó égésű.
A
szabályozás tényezői: a fűrészpor, illetve forgács előkészítése; a keverő
fordulatszáma; levegő-mennyiség; a füstcsatorna pillangó-szelepének beállítása.
A
hazai generátorok garat-térfogata 80 - 100 liter. Egy töltet füst-szolgáltatási
ideje 30 – 40 óra. Az izzítási hőmérséklet 500 – 600ºC.
Biztonsági okokból láng-érzékelőt szerelnek be. Láng-képződésekor vizet
permeteznek a füstfejlesztő térbe.
A
dörzsgenerátor /e-ábra/ szerkezeti egységei: érdes
felületű forgó henger és szorítószerkezet. Gyújtóra nincs szükség. A súrlódási
hő elegendő a lassú égéshez. Nincs szükség begyújtási időre. A dörzshenger
forgásakor a füst azonnal megjelenik.
Az ábra pneumatikus szorítószerkezetet mutat.
Ennél a változatnál a generátor üzemeltetéséhez sűrített levegőre is szükség
van. Kisüzemi gépben nehezék /nagy tömegű test/ fejti ki a szorító-erőt. Henger
helyett forgó korong is alkalmazható.
A
keményfa-hasáb mérete: 50 x 100 x 1000 mm. A füst hőmérséklete az előbbinél
kedvezőbb: 300ºC. A dörzshenger fordulatszáma: 3000/min. Füstfejlesztéskor
a hasáb fogyása 12 mm/min, ennek megfelelően egy hasábból 2 – 4 órán át
fejleszthető füst. Amikor a hasáb, befogó szerkezetének pereméig elkopik, a dörzshenger megáll. A befogóban
maradt fadarab veszteség.
A
dörzsgenerátor egyszerű szerkezetű és jó minőségű füstöt fejleszt, a gépnek viszont magas a
zajszintje. A füstminőség meghatározó tényezői: a fa minősége; szorító-erő; a
dörzshenger fordulatszáma; a dörzshengerhez vetetett levegő és az elvezetett
füst mennyiségének szabályozása.
A
veszteség csökkentése miatt
Szárítók
A
szárítás az anyag nedvességtartalmának csökkentése hőközlés hatására. A
nedvesség az anyagból annak felülete felé vándorol.
Beke szerint a szárítás szorosabb értelemben olyan
diffuziós művelet, amely során a nedvesség az anyag belsejéből diffúzió révén
jut annak felületére. A felületről elpárolog a nedvesség. A párolgás gőznyomást
létesít. A nedvességtartalom- csökkenés következménye az anyag száradása. A
szárítás folyamata összetett. A műveleteket befolyásoló tényezők száma nagy. A
szárítás-elméletben még több kérdés vár tisztázásra.
Az elméleti összefüggéseket mellőzzük. Ezek
megtalálhatók a szakirodalomban / Loncin, Imre, Szabó, Fábry,
Beke/.
A
szárítás célja :
-
tartósítás / pl. szalámi/;
a nyersanyag vagy a félkész-termék tárolási
feltételeinek megteremtése /pl.
gabonaszárítás/;
- a termék
alakjának, formájának, szilárdságának meghatározása / pl. tészta- szárítás/;
- új termék
előállítása / pl. tejszínpor, száraz-tészta/.
A
berendezések többféle szempont alapján csoportosíthatók:
a szárítandó anyag szerint: folyadék / pl. tej,
tojás porlasztva szárítása/; ömlesztett anyag / szemes termény, kristálycukor/;
nem ömlesztett anyag / dohány, tészta, hústermék/; biológiai tulajdonságaikat megőrző anyagok /
fagyasztva szárítás vagy liofilezés/; pillanat-oldódó anyagok / instantizálás/;
a hőátadás módja szerint: konvekciós szárítók;
kontakt szárítók; szárítás hősugárzással; fagyasztva szárítás; nagy
frekvenciás, illetve mikrohullámú szárítás;
a gépszerkezet szerint: szárító-kamra /
szekrény/; -szalag; forgódobos szárító; forgóhengeres szárító / a kettő között
az l/d viszony a megkülönböztető/. A művelet végbemehet atmoszférikus
körülmények között és vákuumban;
a hő-átadó közeg lehet levegő; fém felület;
elektromágneses erőtér.
Az
élelmiszer előállításra használt szárítók többsége meleg levegőt alkalmaz
hőátadó közegként. A dohány légköri viszonyok között is szárítható /e-ábra/. A meleg levegő kettős
feladatot lát el szárításkor:
- átadja hőjét a szárítandó anyagnak;
- az átadott hő hatására az anyagból kilépő
nedvességet a levegő magával viszi.
/
A klíma-berendezésben körfolyamatban áramoltatott levegő nedvességtartalmát
– mielőtt a levegő szárító-közegként a folyamatba visszakerül –
kifagyasztással vagy abszorpcióval el kell távolítani./
A
meleg levegővel történő konvekciós szárításkor a következő műveleti
számításokat kell elvégezni:
1.
a szárítandó
anyagból elvonandó nedvesség meghatározása a kezdeti és a végnedvesség alapján;
2.
a berendezés hő-
és egyéb energia igénye;
3.
az anyagjellemzők
változása a szárítás folyamán.
A
konvekciós szárító anyagmozgatása
lehet forgó henger /cukor, dohány/, szalag /e-ábra/ pl. gyümölcs-szárításra, konvejor /tészta/. A hagyományos
dohányszárító statikus.
Porlasztva szárító /e-ábra/
Működése:
a cseppfolyós halmazállapotú anyagot a felület növelése érdekében cseppekre
bontják, porlasztják. A porlasztott anyag közvetlenül érintkezik a meleg
levegővel a szárítókamrában. Konvekciós hőátadás zajlik le. A száradás a még
folyadék halmazállapotú cseppeknél kezdődik, majd a megszilárduló szemcsék /
porszemek/ tovább-száradásával folytatódik. A folyamat alatt képződő párát a
kamrából távozó levegő ragadja magával. A száraz, por-termék nagy része a kúpos
fenekű kamrában gyűlik össze. A por kisebb része a levegőben marad, amit
ciklonnal /porszűrővel/ választanak le.
A
porlasztva szárítás tehát a következő szakaszokból áll:
a szárítandó anyag porlasztása, a cseppképzés;
a cseppek meleg levegővel való keverése, a csepp
szárítása, a nedvesség elpárolgása;
a por leválasztása a levegőből.
Szerkezeti egységek: a
folyadékot szállító szivattyú közbenső tartállyal; porlasztófej; léghevítő és a
levegőt szállító ventilátor; szárítókamra; porleválasztó ciklon; kiegészítő
berendezések / pl. porlasztott termék hűtő/.
Alkalmazási terület: tej,
tojás, gyümölcslé, paradicsomlé porítása, kévé-extraktum, kakaópor előállítása.
A
porlasztva szárító berendezést a tejpor-előállítás
példáján mutatjuk be. A hazai üzemekben alkalmazott szárítókamra felső részén
porlasztófej /fúvóka/ bontja cseppekre a folyadékot. A porlasztófejbe szivattyú
nyomja a folyadékot. A levegőt szűrés után vezetik a hőcserélőbe, onnan a
kamrába.
A
kamra méretei a következők alapján határozhatók meg: a szárító levegő
tömegárama; a szárítandó csepp mérete; a szárítási idő. A méretezéshez
nomogramok állnak rendelkezésre.
Tej
porításakor a csepp mérete 20 – 100 μm, a szárító levegő
hőmérséklete 130 - 250ºC, a kilépő levegőé 75 - 80ºC. Mivel a
folyadékcseppek víztartalma pillanatok alatt elpárolog, a vissza-maradó por
hőmérséklete 60 - 75ºC.
A
szárítandó anyag a porlasztófejtől lefele hull. Ehhez viszonyítva a levegő
egyen- vagy ellenáramban halad. A szárítandó anyagot jól szétosztva kell a
levegővel összekeverni. További követelmény, hogy a porlasztott cseppek
viszonylag távol legyenek a kamra falától. A követelményeknek a légáram
szabályozásával, valamint a porlasztófej típusa és beállítása révén lehet
eleget tenni.
A
kamrában a porkoncentráció megengedett határértéke 10 g/m³ levegő. Nagyobb
portartalom magasabb hőmérsékleten / 140 - 180ºC / öngyulladást, porrobbanást
idéz elő.
A
porlasztófej kialakítása:
egyközeges / a fejen a folyadék lép ki/;
kétközeges / folyadék + sűrített levegő/;
forgó tárcsa.
Egyközeges vagy
folyadék-nyomásos porlasztó működése
azon alapul, hogy a folyadékot érintőlegesen vezetik a porlasztóba. A
folyadékot nyomás hatására „préselik” át a fúvóka nyílásán, finom
permet jön létre. Minél nagyobb a közeg nyomása, annál kisebb a csepp mérete. A
nyomást a folyadék-szállító szivattyú létesíti. A nyílás mérete 0,4 – 4,0
mm.
A
kúpos perdítő-kamrában a centrifugális erő következtében fogásba jön a közeg. A
nyíláson kilépő permet szóráskúpot képez.
Az
eldugulás, valamint a kopás miatt tejporításra az egyközeges fúvóka szerepe
alárendelt.
A
kétközeges fúvókába gyakorlatilag
nyomás nélkül lép be a folyadék. A hajtóközeg nagy nyomású levegő vagy gőz. A
kettős csöves fúvóka középső csövébe vezetik a folyadékot. A koncentrikus külső
csőgyűrűben áramlik a hajtóközeg. Nyomása következtében a folyadékot magával
ragadja és a fúvóka nyílásán cseppekre bontja.
Beke szerint nagy nyomású /
300 – 600 kPa/ porlasztó alkalmazása esetén 1 kg folyadék porlasztásához
0,3 – 1,0 kg levegőre; kis nyomáskor / 10 kPa/ 4 – 10 kg levegőre
van szükség. A gyakorlatban a nagynyomású porlasztók terjedtek el.
A
kétközeges pneumatikus porlasztó előnye az, hogy alkalmas nagy viszkozitású
folyadék cseppekre bontására. A szóráskúp mérete tágabb határok között
változtatható, mint az egyközeges fúvókánál, A kúp csúcs-szöge 20 - 40º. A
csepp mérete a hajtóközeg mennyisége és
nyomása alapján változtatható. A porlasztó hátránya a viszonylag nagy
energia-igény.
A
forgótárcsás vagy mechanikus porlasztó
a centrifugális erőt használja fel a csepp-képzésre. A forgó tárcsa
középvonalában bevezetett folyadék a tárcsa felületén vagy a tárcsa lapátjai
között felgyorsul. A tárcsán vékony rétegben terül szét a folyadék. A peremről
cseppek formájában leszakad. A tárcsa alakja a folyadék jellemzőitől függ.
Kerületi sebessége 200 – 200 m/s; fordulatszáma 10 – 30 ezer/min.
A
tárcsás porlasztó eltömődési veszélye kicsi, bármely viszkozitású folyadék
porlasztására alkalmas. A csepp mérete a fordulatszám változtatása alapján jól
szabályozható. Hátránya a bonyolult szerkezet és az üzemelés közben fellépő
éles hang.
A
porlasztókamrából kilépő port hűteni kell. Tej porlasztásakor a por
hőmérséklete eléri az 50ºC értéket. A fluid-ágyas hűtőben perforált lapra
vezetik a port. Az alulról áramló hideg levegő hűti és lebegésben tartja a
port.
A
kamrából távozó levegő portartalmát ciklonban választják le. A távozó levegő
hőmérséklete a 100ºC értéket közelíti. A levegő hőtartalmának hasznosítása
az energiagazdálkodás feladatkörébe tartozik.
Gyümölcs-,
leves-por gyártásakor a tejporítóhoz hasonló berendezést alkalmaznak. A
porlasztófej forgó tárcsa. Fordulatszáma 12 – 15 ezer/min. A szemcseméret
5 – 2000 μm. A porlasztókamra palástját kettős köpeny veszi körül. A
köpenyt hideg levegővel hűtik, hogy a por ne égjen a falra. A porhűtő
fluid-ágyas vagy lengővályús.
A
paradicsompor gyártására alkalmazott porlasztó teljesítőképessége 200 kg por/h;
a por víztartalma 3,5 %; szemcseméret 60 – 200 μm. A belépő levegő
hőmérséklete 140ºC, a kilépőé 80ºC.
A
BMA univerzális porlasztva szárító
jellemzői:
porítható anyagok: tej, kávé, teakivonat, élesztő; a
kívánt paraméterek szerint;
a por leválasztására multi-ciklon, illetve kombinált
légszűrő szolgál;
a tisztított levegő a beszívott friss levegővel
keverhető, így ismételt felhasználásra kerül.
A
porlasztva szárító berendezés előnyei:
az anyag viszonylag rövid ideig tartózkodik a magasabb
hőmérsékletű térben. A berendezés hőérzékeny anyagok porítására is alkalmas;
egyenletes szemcseméretű, gömb alakú por keletkezik;
a hő-átadó közeg, a levegő a csepp teljes felületével
érintkezik.
Hátrányai:
a berendezés viszonylag nagy méretű, több szerkezeti
egységet tartalmaz, beruházási költsége nagy;
a szárítási folyamat három szakaszból áll:
cseppképzés, szárítás, szétválasztás;
a por hajlamos csomósodásra, lassan oldódik,
diszpergálódik.
A
porított készítmény gyors oldását teszi lehetővé az instantizálás / instant = azonnal/. Az eljárás alapja a
porlasztva szárítással már előállított por. Ebből két közbenső művelet
és ismételt porlasztás /agglomeráció/ alkalmazása révén állítható elő az
instant készítmény:
a por újranedvesítése;
a nedvesített porból nagy fajlagos felületű, kis
halmaztérfogatú termék előállítása.
A
nedvesítésre és az ismételt cseppképzésre kettős-csöves / víz + gőz/ fúvókában
kerül sor. A C. Friesland által kifejlesztett instantizáló berendezés
kapcsolási vázlatát a 240. ábra
szemlélteti / Die Ernährungsindustrie, 2002. 5./. A meleg levegőt alulról,
ellenáramban vezetik a kamrába. Jellemző termékek: tejpor, kávé, bébiétel. A
berendezés teljesítőképessége 1200 kg/h.
Forgóhengeres szárító
A
vízszintes tengelyű forgó hengerbe adagolt anyagot meleg levegő szárítja. A
forgó henger mozgás- és erőviszonyait az előzőekben már megismertük.
Kristálycukor szárítására, dohány szárítására-kondicionálására alkalmaznak
forgó dobot.
A
cukorszárító dobban az anyag tartózkodási ideje / a szárítási idő/ jelentősen
növelhető a hengerbe helyezett kiegészítő szerkezet segítségével. Egymásra
merőleges lemezcsíkokat méhsejt-szerűen szerelnek össze. A lemez-köteg a
forgó dob belsejében áll, a szemcse viszont a dobban mozog: a palást felső
pontjáról vissza hullik. Nem a henger alsó pontjára, hanem az útjába eső
lemez-felületre, onnan a következő lemezre. A lemezek függőleges irányú
osztásával arányos a szemcse lemezről-lemezre esésének a száma. Így a
tartózkodási idő a sima felületű dobhoz viszonyítva többszörös.
Kombinált
cukorszárító-hűtő henger egyik végében a meleg, a másikban a hideg
levegőt vezetik be. Középen található a közös levegő-elszívó. Az anyagáram
irányához / balról jobbra/ viszonyítva a meleg levegő egyenáramú, a hideg
ellenáramú. A közös levegő-elszívó a henger palástjával koncentrikus
elrendezésű légkamra. A kamra-gyűrű felülete perforált, az álló kamrafal
tömítéssel csatlakozik a forgó hengerpalásthoz. A gyűrű-csatornában a
henger palástjára a ventilátor lapátjához hasonló lemezeket szereltek fel A perforált hengerpaláston kilépő levegő a
lemezek között – hasonlóan a centrifuga hámozó-tárcsájának működéséhez
– elveszti sebességi energiáját. Ez a Bernouilli-törvény értelmében
nyomási energiává alakul át a levegőt elvezető csőben. A levegő-kivezető
nyílások fölötti szitaszövet akadályozza meg azt, hogy a levegő finom
cukor-szemcséket magával ragadjon.
A
levegő portartalmát a korábbi szárítókban ciklonnal választották le. A ciklon száraz
porleválasztó. A BMA kombinált cukorszárítóba nedves porleválasztót
szereltek be. A port tartalmazó levegőbe vizet permeteznek. A víz a levegőből
kioldja a cukorport, ami a főzőben hasznosítható.
A
hazai cukorgyárakban alkalmazott szárítóhenger átmérője 2- 3 m; hossza 6
– 12 m; teljesítőképessége 150 t/d; a dobot forgató motor 16 kW-os. A
hengeres cukorszárító előnye a viszonylag egyszerű szerkezet, a
hengerben megvalósítható nagy szárítási idő, a jó hatásfokú szárítás / a
szemcse teljes felületével érintkezik a levegővel/. Hátránya: a
többszörös mozgatás, ütközés következtében a szemcse törik, por keletkezik, a
kristály fénye csökken.
Porrobbanás cukorpor és
levegő elegyében is bekövetkezhet. Kritikus koncentráció: 20 – 7000 g
por/m³ levegő. A széles intervallum miatt a veszély fokozott.
A
dohány-kondicionáló henger szerkezete a cukorszárítóéhoz hasonló. A
dohányt surrantó vagy rázócsatorna adagolja a hengerbe. Az adagoló-oldalon
egyidejűleg gőzt és vizet porlasztanak a henger terébe. A kilépő oldalon gőzt
porlasztanak be. A pára-tartalmú levegőt az anyag-kilépő oldalon szívják el. Az
elszívott levegő egy részét hőcserélőn keresztül vissza vezetik a hengerbe, a
belépő oldalon. A hengerbe végül is négy közeg lép be: dohány, meleg levegő,
víz, gőz. A közegek aránya és a légsebesség alapján a légállapot –
többé kevésbé – szabályozható.
A
légsebesség / átlag 0,6 m/s / korlátja az, hogy a levegő ne ragadjon magával
dohánylevél-részeket.
A
henger átmérője 1200 mm; hossza 4300 mm; dőlésszöge 4º; az áthaladási idő
~ 200 s; a töltési fok legfeljebb 25 %.
A
kondicionáláson kívül a henger a dohány pácolására is alkalmassá tehető.
Ekkor páclé-porlasztót szerelnek a hengerbe. A kétközeges porlasztó / páclé +
gőz/ az előbbiekhez hasonló.
Hengerszárító
A
hengerszárító /e-ábra/ vagy hengeres
kontakt szárító folyékony iszap- vagy paszta-szerű anyag víztartalmának
elpárologtatására szolgál. A folyadékban a szilárd anyag oldat vagy szuszpenzió
formájában van jelen. A szárítandó anyagot egyenletes rétegben viszik fel forgó
fűtött henger felületére. Megszáradás után a felületről eltávolítják az
anyagot. A hengert gőzzel fűtik. A henger belső terébe csőtengelyen keresztül
vezetik be a gőzt. A henger fém felülete – érintkezve az anyaggal - a hőt
közvetlenül átadja az anyagnak.
A
száradás közben keletkező párát atmoszférikus közegben működő hengernél
légárammal; zárt berendezésből vákuummal távolítják el. A szárító
teljesítőképessége a következő tényezőktől függ:
a száradó anyag párolgási sebessége;
a hasznos fűtőfelület;
a fűtőgőz nyomása;
a dob fordulatszáma, illetve a szárítási idő.
A
párolgási sebesség a következőktől függ: hőmérséklet; az anyag rétegvastagsága;
tömegátadási tényező; a párolgó felület és a párafelvevő közeg parciális
gőznyomása.
Szabó szerint a kéthengeres szárító jellemzői között a
következő összefüggés állapítható meg:
η . v/ ρ . r / s/2
~ 62
ahol: η = a viszkozitás;
ρ
= a felületi feszültség;
v
= a henger kerületi sebessége;
r
= a henger sugara;
s
= a hengerek közötti távolság.
A
hengerszárító alkalmazásával rugalmas üzemvitel valósítható meg. A szárítási
jellemzők egymástól függetlenül változtathatók.
A
hengerszárítók a hengerek száma; a szárítótérben uralkodó nyomás és az anyag
felhordási módja szerint csoportosíthatjuk.
Egyhengeres,
atmoszférikus térben működő,
felhordó-hengerekkel felszerelt BMA-típusú / 1995/ hengerszárító működési
vázlata a 246. ábrán látható. A berendezés burgonya-, kukorica-,
bébiétel-készítmények előállítására alkalmas. A szárító hengerre adagolt
folyadékot két fokozatban keverik. A szárítóhengerre három felhordó-henger
teríti az anyagot. Felhordó henger alkalmazása akkor célszerű, ha az
anyag nem tapad kellően a henger felületére. Több felhordó henger lehetővé
teszi azt, hogy a száradó anyag lemezes szerkezetű legyen. Ekkor tömör, jól aprítható
szárítmányhoz lehet jutni.
A
száraz anyagot kaparószerkezet választja le a henger felületéről. Az anyag
szállítócsiga garatjába jut.
Gyakori
a merülő-hengeres felhordási mód. Ekkor az anyagot tartalmazó vályúba
merül a henger. Az anyag a henger felületére tapad.
A
kéthengeres szárító henger palástjára merülő-tartályban forgó kefés henger
viszi fel a szárítandó anyagot. A módszert permetező felhordásnak
nevezik. A szárítmány rétegvastagsága 0,1 – 1,0 mm; a dob fordulatszáma 2
– 8 /min; 1 m² hengerfelületről nyerhető szárítmány 15 – 75
kg; fajlagos gőzfogyasztás 1,2 – 1,5 kg gőz/ kg elpárologtatott víz.
A
tejiparban takarmány-tejpor, iró- és savópor előállítására használnak
hengerszárítót. Az atmoszférikus körülmények között működő berendezésben a henger
fordulatszáma 10-30/min. A vékony folyadékréteg 1/2 – ¾ fordulat
alatt a felületre szárad. A hengerpalást hőmérséklete 115 - 130ºC. A
henger átmérője 500 – 1500 mm. A folyadék felhordására hengeres és
permetezéses módszert alkalmaznak. A kéthengeres szárító hangerei közötti
távolság 0,2 – 0,8 mm. A henger acélöntvény, külső felülete polírozott. A
fűtőgőz nyomása 2,5 – 7,0 bar. A hengerek feletti kürtőből ventilátor
szívja el a párát.
A
vákuumos hengerszárítóban a vízelvonás 60 - 70ºC hőmérsékleten
végezhető. Ez kedvező hőérzékeny anyagok szárításakor. A szárítási idő 1,8
– 2,5 s.
A
hengeres szárító többnyire az anyag minőségére / íz, oldhatóság,
üledéktartalom/ kedvezőtlenebb hatást gyakorol, mint a porlasztva szárító.
Szerkezete viszont egyszerűbb, helyigénye kisebb.
Forgó hengerek jellemzői, erőviszonyok
Az
esetek többségében – kivétel a vajköpülő és a drazséüst –
vízszintes tengelyű, oldalt nyitott vagy nyitható forgó hengert alkalmaznak az
élelmiszer-előállításban. A dob belső felülete sima, vagy a felületen, illetve
a dob belsejében sajátos szerkezeti elemek /üreg, lapát, terelőlap/ találhatók.
Ezek a megvalósítandó művelet hatékonyságát szolgálják.
Az anyagnak a hengerben való mozgása közben a
következő műveletek végezhetők:
szétválasztás
zöldbab-vég
levágó /e-ábra/
triőr
/e-ábra/
borsó
osztályozó /e-ábra/
bevonatképzés
drazséüst
rizsfényező
anyagszerkezet
átalakítás
vajköpülő /e-ábra/
húslazító-forgató
/tumbler/ /e-ábra/
hő-és anyagátadás
pörkölőgép
dohánypácoló
/e-ábra/
cukorszárító
A
forgó henger nemcsak az anyag befogadására alkalmas /mint pl. a kamra, üst/,
hanem kinematikai viszonyai következtében jelentős előnyöket nyújt: a
dőlés-szög következtében megvalósul az anyag tengely-irányú mozgása; a hő-és
anyagátadás a dobban mozgó anyag teljes felületén valósul meg / elmarad a tálca
vagy a szalag árnyékoló hatása/.
A
dob – a palástra szerelt futógyűrű felületén – görgőkre
támaszkodik. Dörzshajtáskor a görgő a hajtómű része. Hajtható a henger
fogas- vagy lánckerék segítségével. A BMA-típusú cukorszárító henger palástján
két futógyűrű található. Ezek henger-párokon gördülnek. A forgatás céljából a
hengerre fogas-koszorút szereltek, ami a hajtó fogaskerékhez
kapcsolódik. Végül is a forgatás három eleme: két futógyűrű támasztó
hengerekkel; hajtó fogaskerék a hengerre szerelt fogas-koszorúval.
A
dőlésszög előnye: az anyag végig halad a hengeren. Hátránya: gondoskodni kell a
tengely irányú erő – ami a dob görgőről való lecsúszását idézné elő
– ellensúlyozásáról. A tengely irányú erőt peremes görgő veszi fel. A
peremen jelentős súrlódó erő lép fel.
A
Magnum-típusú 1500 – 6000 literes húsforgató henger adagoló-oldali
palástfelületén található a futógyűrű, hengerekkel. A henger másik oldalán levő
fedőlapra tengelycsonkot szereltek. Ehhez kapcsolódik a hajtómű.
Erőhatások:
Lásd
alábbi vázlatot:
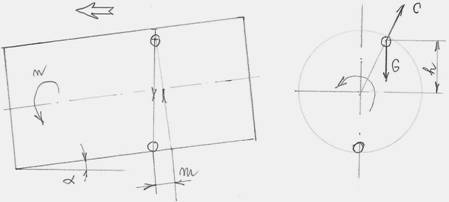
Megjegyzés: a sok index elkerülése érdekében – pl. Fgt
és Fgr – az erők jelölésekor a „hagyományos”
betűjeleket alkalmazzuk.
C centrifugális erő, amely a forgás következtében lép fel
/ a fizikából ismert: C = m r ω2 /, sugár irányú és a
részecskét a dob falához szorítja
G súly /illetve tömeg-/ erő / G = m.g/, a Föld
középpontja felé mutat /”függőleges” irányú/, a dob falához
szorított anyagra ellentétes hatást gyakorol: leválasztani törekszik a
dobfalról.
G két összetevőre bontható: Gr sugár- és Gt
érintő irányúra. A C erő hatását Gr igyekszik közömbösíteni.
Az anyag akkor
válik el a henger falától, amikor
Gr > C
Elváláskor
a részecske a henger alsó felületéhez ütközik. Az ütközésnek a
szerkezet-átalakító műveleteknél /köpülő/ van technológiai jelentősége.
A továbbiakban vizsgáljuk a leválás helyét és
a részecske tengely-irányú mozgását. Az előbbiekben a forgó henger vázlatán
feltüntetett vektorábra szerint a leválás helye a henger-tengely fölött mért
„h” magassággal, valamint a sugár és a G súlyerő iránya
/függőleges/ között bezárt α-szöggel jellemezhető
„h”
ponton akkor válik le az anyag, ha
Gr = C
Az
előbbiek szerint
C = m r ω2,
ahol ω = v2/r
Gr = G cos α = m v2/r
h = r cos α / szög melletti
befogó/
Helyettesítés
és egyszerűsítés után
h = v2/g
A leválás
magassága a henger sebességétől /fordulatszámától/ függ.
Ha
h értékét és egy adott henger átmérőjét viszonyítjuk, akkor – az
összefüggést v = d. π . n / 60-nal
kifejezve – arra következtetésre jutunk, hogy a nagyobb átmérőjű dobot
gyorsabban kell forgatni, ha a részecskét a dob felső legmagasabb pontja
közelében kívánjuk leejtetni.
v
= r ω és ω = 2 π n/60 figyelembe vételével a szögsebesség és a
fordulatszám függvényében is felírható az összefüggés.
A részecske mozgása a forgó hengerben
Két
szélső esetet kizárhatunk: ha „n” olyan kicsi, hogy a C nem
érvényesül, akkor a részecske vagy áll, vagy csak ferde helyzetű hengerben
mozog tengely irányban. A borsószem pl. gurul, ezen alapszik a forgó hengeres
borsó-osztályozó működése. Ha C értéke „túl nagy”: C > Gr,
akkor az anyag együtt forog a dobbal, aminek technológiai értelme nincs.
A
részecske „h” magasságú ponttól elválva akkor jut tovább –
„m” - hosszú szakaszban -
tengely irányban a dobban, ha a henger tengelye ferde / 43. ábra/. A henger dőlés-szögét jelöljük β
- val. A „k” mérettel jellemzett legmagasabb pontból a ferde dobban
a szemcse függőleges irányban hull le. Ez a függőleges vonal a dob
metszés-vonalával – ebben az irányban mozgott a szemcse „C”
hatására – ugyancsak β szöget zár be. Felírhatjuk tehát a szemcse
által megtett út-szakasz hosszát:
m
= k tgβ
A
legmagasabb pont: k = h + r. Onnan egy körülforgáskor kétszer, illetve annál
többször jut előbbre az anyag. Fél fordulat alatt ugyanis a dob nem fél körívet
tesz meg, csak a „h” pontig jut.
Még bejárja a „h” pont és a dob legfelső pontja közötti
ívhosszt is. Az ívhossz α-szögnek felel meg. Egy fordulat alatt az
ívhossz: 2.α-val arányos. Az egy fordulatnak megfelelő 360˚-ot 2.α-val kell csökkenteni. Azt, hogy egy
körülforduláskor kettőnél mennyivel többször jut előre az anyag, pontosan ki
lehet számítani. Kis hatása miatt ettől eltekintenek. Ezek után a dob-átmérővel
kifejezett összefüggések:
h = D/2 . sin γ és
γ = 90 –α.
A
hengerben az anyag-részecske legmagasabb pontjának, „k”- nak
értékét így D-vel is kifejezhetjük:
k = D/2 + D/2
sin γ
k = D/2 / 1 +
sin γ /
A
palást irányában megtett egységnyi út:
m = k. tg
β, ahol β a dob dőlésszöge.
Ha
a henger hossza L, akkor a részecske áthaladási ideje /közelítőleg!/:
t = L / 2. n.
m,
ahol n a dob fordulatszáma.
A
szemcse mozgás-viszonyait tehát – az anyag-jellemzőkön túl – a
henger fordulatszáma; átmérője és dőlésszöge határozza meg. A mozgás-jellemzők
fizikai összefüggések alapján számszerűen leírhatók.
Kritikus fordulatszám
A
köpülőgépek üzemi viszonyait illetően értelmezik. A tejszín-szemcse akkor nem
forog együtt a köpülő-hengerrel, ha
m. r. ω2 < mg,
vagyis
a centrifugális erő kisebb, mint a gravitáció hatása. A szemcse csak ekkor
hagyja el a palástot fordulatonként kétszer, létrejön a mechanikus hatás, a
tejszínből vaj lesz.
Ha behelyettesítjük a megfelelő
értékeket, azt kapjuk, hogy a fordulatszám szélső értéke:
n max = 30/ az r gyöke.
Biztonsággal
számolva 30 helyett 18 – 24 közé teszik a kritikus értékeket. A
fordulatszám-tartomány így a szokásos köpülő-átmérőknél 20 – 40
/min. /Bardach: Tejipari szakgéptan,
KÉE, 1992./
Bepárlók
A
bepárlás az oldat töményítése az oldószer forralással végzett
elpárologtatásával. A forralás hőkezelés, az elpárologtatás / besűrítés/
anyagátadás.
A
bepárlás főbb alkalmazási területei az élelmiszer-előállításban:
- új termék előállítása a híg anyag besűrítése révén.
A paradicsomléből pl. paradicsom-sűrítményt, a tejből sűrített tejet, a zsírból
glicerint állítanak elő;
- közbenső művelet nagy szárazanyag-tartalmú termék
gyártási folyamatában. A tej-, tejszínpor, tejcukor előállításakor besűrítés
előzi meg a szárítást;
- adott technológiai művelet / pl. cukor
kristályosítás/ elősegítése az oldat töményítése révén ;
-nemkívánatos oldószer / pl. növényolaj-gyártás során,
extrakciós üzemben a hexan/ eltávolítása;
- étolaj-finomítás;
- az élelmiszer-előállítás /pl. szesz/ során keletkező
melléktermék besűrítése, a sűrítményből takarmány előállítása.
Az
oldószer forralására gőzfűtésű berendezéseket alkalmaznak. Ezek
szerkezeti egységei: létér; fűtőtér; páratér; párakondenzátor; szerelvények /
anyag be- és elvezető cső/, légtelenítő, műszerek.
A
gőzfűtés csőköteges, kettős köpenyű vagy lemezes hőcserélőben valósul meg. A
fűtőtest a lé-teret magába foglaló tartályban vagy a tartályon kívül / külső
fűtőkamrás bepárló/ helyezhető el. A lé természetes vagy kényszer-cirkuláció hatására
áramlik a berendezésben. Az előbbi a termikus cirkuláció. Az utóbbi fenntartója
a szivattyú.
A
párakondenzátor a vízpárát csapja le. A keletkezett víz térfogata kisebb a
vízgőzénél. Az „üresen” maradt tér légritkítást eredményez.
A
bepárlók csoportosíthatók a készülékben uralkodó nyomás alapján:
- az atmoszférikus nyomású bepárlás a
legegyszerűbb, üzemeltetése viszont gazdaságtalan. A párát nem hasznosítják, a
hő-felhasználás nagy;
- a légkörinél kisebb nyomású a vákuum-bepárló.
A párát vákuumszivattyú szívja el, így a páratér vákuum alá kerül. A bepárlás
kisebb nyomáson folytatható. A fűtőközeg és a lé között nagyobb a
hőmérséklet-különbség, kisebb a fűtőfelület;
- a légkörinél nagyobb nyomás növeli az oldat
forráspontját, a fűtőgőz nagyobb hőmérsékletű, a berendezést nyomásra kell
méretezni. Akkor alkalmazható, ha az oldat hőre nem érzékeny és a párát
/másodlagos gőzt/ hasznosítják.
Az
alkalmazandó nyomás az oldat hő-érzékenysége; az oldószer minősége; és a
fűtőközeg alapján határozható meg. Az élelmiszer-előállításban alkalmazott
bepárlók többsége vákuum alatt működik.
A
bepárlás egy vagy több fokozatú. Ennek megfelelően megkülönböztetünk egy- és
többtestes bepárlókat.
A
bepárló méreteinek és a műveleti időnek a csökkentése céljából fejlesztették ki
a lemezes és a tányéros besűrítőket. A lemezes bepárló működési elve
egyezik a lemezes hőcserélőével. A tányéros /Centri-Therm/ besűrítő a
tányéros szeparátorhoz hasonló. A tej-, gyógyszeriparban alkalmazzák.
Csőköteges bepárlók. A
morvaországi egykori / 1850/ cukorgyár műszaki vezetőjéről, az első készülék
tervezőjéről elnevezett Robert bepárló /e-ábra/ csőköteges készülék. Széles körben alkalmazzák ma is. A híg
levet a függőleges tengelyű tartály csőkötege fölött vezetik be. A lé szintje
meghaladja a csőköteg felső szintjét. A csöveket felül és alul csőfalba, fém
lemez furataiba préselik. A csövek belső falán áramlik a lé, a külső falon a
gőz.
A
csőkötegre merőleges irányban vezetik be a gőzt. A kondenzvíz a köteg alsó
részén távozik. A gőz és a csőfal közötti hőátadás javítása céljából a nem
kondenzálódó gázokat, elsősorban a levegőt el kell vezetni a fűtőtérből. A
levegőt légtelenítő vezeték juttatja a páratérbe. A levegő a párával együtt
távozik.
A
lé megtölti a kisebb átmérőjű forraló- és a középső, nagyobb átmérőjű ejtőcsövet.
A forr-csőben a levet a gőz forráspontig melegíti. A csőben gőzképződés indul
meg. Megnő az anyag térfogata, a fajlagos térfogat / térfogat-egységben levő
tömeg/ pedig csökken. A lé a csövekben felfelé áramlik. A gőzbuborékok felszabadulnak
a páratérben, a folyadék a nagyobb átmérőjű ejtőcsőbe kerül. Itt a fajlagos
fűtőfelület kisebb, a folyadék hőmérséklete csökken, térfogat-tömege nő. Az
áramlás lefelé irányul. Kialakul a termikus cirkuláció.
A
paradicsomlé termikus cirkuláció révén jól sűríthető. Ekkor nincs szükség
szivattyúra, az anyag keverésére. A forr-csövek átmérője 30 – 50 mm, az
ejtő-csőé 300 – 350 mm. A csövek hossza 1000 – 3000 mm.
A
cukorpép főzésére /kristályosításra/ alkalmazott csőköteges készülék
kialakításakor figyelembe kell venni azt, hogy
- a cukorpép viszkozitása viszonylag nagy;
- csökken a cirkuláció sebessége;
- az oldat telítettsége miatt a csőben lerakódás
következhet be.
Az
anyagjellemzők a következő szerkezeti változásokat teszik szükségessé:
- a cukoroldatot a tartály alsó részén csövön, vagy perforált körvezetéken juttatják
be;
- csökken a fűtőcsövek hossza / 1000 –1200 mm/,
átmérőjük növekszik / 1000 mm/;
- a csőfal síkja nem merőleges a tartály falára, hanem
azzal 90º-nál kisebb szöget zár be. A fal befele lejtő csonka-kúp alakú;
- a pép csőköteg feletti szintjét növelik;
- az ürítőnyílás nagy méretű.
Dobay szerint 1 t pépre 5
– 6 m² fűtőfelület szükséges. Pl. 50 tonnás főzőben 250 – 300
m² fűtőfelületre van szükség.
Mivel
a cukoroldatban a spontán magképződéshez nagy túltelítettségre van szükség, a
kristálymagokat cukorpor alakjában viszik be a tartályba. Ez a szemképzés.
A szemképzést a besűrítés előzi meg és a kristályok növelése követi. Az utolsó
szakasz a pép teljes besűrítése, a szárítás. Ennek a műveletnek az a határa,
hogy a pép még leereszthető legyen a tartályból. A kristályban maradó
folyadékot a centrifugában távolítják el.
A
bepárlóban a forrás hatására felszabaduló pára jelentős hőmennyiséget
tartalmaz. Ha a bepárló után második vagy harmadik készüléket kapcsolunk, az
elsőben keletkező pára a második csőkötegének a fűtésére használható. Így
kapjuk a többfokozatú bepárlót. A technológiai közeg – a léből
kilépő pára – energiahordozó szerepet tölt be.
Több
bepárló sorba-kapcsolásával jelentős mennyiségű friss gőz és kondenzátor
hűtővíz takarítható meg. A fűtés céljára átvezetett párát ugyanis nem kell
kondenzátorba vezetni. Az a második készülékben kondenzál és hasznosul a
kondenzációs hő.
A
sűrítendő anyag és a fűtőgőz áramlási iránya szerint egyen- és ellenáramú
többfokozatú bepárlót /e-ábra/ különböztetünk meg. Egyenáramú
kapcsoláskor az oldat a nyomáskülönbség hatására áramlik az egyik testből a
másikba. Az egymást követő testekben csökken a nyomás és a forráspont. Az oldat
hőmérséklete is csökken, így növekszik a viszkozitása. Ez a hőátadást és a
cirkuláció sebességét csökkenti.
Ellenáramú
kapcsoláskor a második testbe vezetik a friss gőzt és a párával fűtik az első
készüléket. A sűrítmény a nagyobb hőmérsékletű testből lép ki, viszkozitása
kisebb. Mivel a második testben a nyomás nagyobb, a sűrítményt szivattyúval
áramoltatják egyik testből a másikba.
A
többfokozatú bepárló gazdaságosságát az anyag-minőségre gyakorolt
hatás; energiaköltség; a berendezés szerkezete alapján lehet megítélni. A hazai
paradicsom-sűrítmény gyártásában három- és négyfokozatú kényszer-cirkulációs
csőköteges bepárlókat alkalmaznak. Kerényi szerint a következőket kell
mérlegelni:
- a kényszer-cirkuláció következtében rövidebb az
anyag átfutási ideje / paradicsomnál 30 – 35 min/, kisebb a hő-terhelése,
ami az anyag-minőségre kedvező;
- a több fokozatú berendezés fajlagos gőzfogyasztása
kisebb. A szivattyúk viszont növelik a villamos-energia fogyasztást;
- a 2 m/s áramlási sebesség eredményeképpen a
csövekben nem rakódik le az anyag, nincs beégési veszély;
- a testek fajlagos folyadéktere kisebb / a sebesség
nagyobb!/, a fajlagos fűtőfelület viszont nagyobb;
- a forr-cső
átmérője kisebb / 35 helyett 20 mm/, hossza viszont kétszeres.
Üzemi
bepárló kapcsolási sémáját láthatjuk az e-ábrán.
A
bepárló teljesítőképessége úgy is növelhető, ha a fűtőtestet és a
folyadék-teret elkülönítik. Az elkülönítés eredményezi a külső fűtőterű bepárlót. A külső fűtőtér többféle
változatban alakítható ki.
A
Vogelbusch bepárló fűtőtere ferde. Középvonala a
folyadéktér palástvonalával 30º-os szöget zár be. A merőlegeshez
viszonyítva ez az elrendezés kisebb alapterületet igényel. A ferde csőköteghez
kettős köpenyű összekötő cső kapcsolódik. Az összekötő szakasz csőkötegként is
kialakítható. A fűtőtestben terelőlemezek között áramlik a gőz. Így áramlási
útja nagyobb.
A
friss levet / híg oldatot/ az összekötő csőbe táplálják. Innen az oldat a
fűtőtestbe lép és eloszlik a fűtőcsövekben. A csövek falát a kötegbe felülről
bevezetett gőz hevíti. A forralás hatására keletkező gőz-buborékok a ferde
csövekben felfele áramlanak. Magukkal ragadják az oldatot. A forr-csövek felső
végén kilépő pára-folyadék a páratérben külön válik. A sűrűsödő folyadék az
ejtőcsőbe, a pára a páratérbe kerül. A sűrítmény az alsó csonkon hagyja el a
készüléket.
A
fűtőgőzzel a készülékbe jutó, nem kondenzálódó gázokat a páratérbe vezetik.
Cseppleválasztók akadályozzák meg, hogy folyadék is kerüljön a páratérbe.
A
Robert-rendszerű berendezéshez viszonyítva a forr-csövek hosszabbak. A ferde
elrendezés miatt kisebb a folyadék-oszlop nyomása. A lé áramlási sebessége
növekszik, így a „k” hő-átbocsátási tényező is nő.
A
lé áramlási sebessége a hőmérséklet-különbségtől is függ. Ez átlagosan 1,5
– 2,0ºC. Sűrűn folyó oldat áramoltatására szivattyút kapcsolnak a
rendszerbe / a Buflovak-bepárlóhoz hasonlóan/. A nagy áramlási sebesség
lehetővé teszi az érzékeny, könnyen bomló, elszíneződésre hajlamos anyagok
nagyobb hőmérsékleten történő bepárlását. Ekkor az anyag lerakódása is kisebb a
csövekben.
Filmbepárló jellemzője:
-
a hő-átadó felületen vékony, film-szerű folyadékréteg alakul ki;
-
az anyag kis keresztmetszete következtében az áramlási sebesség nagy, a
műveleti idő rövid.
A
filmbepárló hőre érzékeny, aroma-dús anyagok / pl. gyümölcslé/ besűrítésére
alkalmas.
A
Kestner bepárlóban 6 m hosszú
forr-csövek beépítésével érik el azt, hogy a jelzett követelmények
teljesüljenek. A készülék alsó részén bevezetett folyadék forráspontjáig
melegszik. A csőköteges forralóban buborékok képződnek. A gőzbuborékból és a
folyadékból álló emulzió a csőben fölfelé halad. A buborék ugyanis a
folyadék-gőz fajlagos tömegét csökkenti. A buborék-okozta térfogat-növekedés
hatására nő az áramlási sebesség és a hőátadás. Az oldat vékony hártya formájában
a cső belső falán gyorsan felemelkedik, felkúszik. Az áramlási sebesség eléri a
20 m/s értéket / az eddig megismert bepárlókban a sebesség 1 – 3 m/s/.
Franciaországban
az élesztőgyár szennyvizét Kestner bepárlóban sűrítik. A sűrítményt
takarmány-gyártásra, valamint talaj-javításra használják / Electricitè
de France, 1998./.
A
Luwa filmbepárló / 47. ábra /
fűtőköpennyel ellátott hengeres test. Az oldatot a készülék felső részén
vezetik be. A fűtött köpeny felületén forgó lapátok terítik szét az oldatot. A
köpeny és a lapát élvonala közötti távolság 1 – 2 mm. Ez határozza meg a
folyadék-réteg vastagságát. A folyadék a köpeny falán lefele, a pára pedig
felfele áramlik. A lé átlagosan egy perc alatt halad át a bepárlón.
Gyümölcslé
besűrítésekor az aroma egy része pára formájában elvész. A gyümölcs-aroma
hasznosítására szolgál a Wiegand aroma-visszanyerő bepárló. A berendezés
lepárló oszloppal van összekapcsolva. A bepárló gőzeiből a rektifikáló
oszlopban aroma-párlatot nyernek. A gyümölcs-félék / alma, szőlő/ aroma-tartamától
függően eltérő szerkezeti megoldásokat fejlesztettek ki.
Lepárlók
A
lepárlás vagy desztilláció folyadékelegy vagy oldat összetevőinek
szétválasztási módja. /e-ábra/ A
szétválasztás úgy megy végbe, hogy az elegyet részben vagy egészében elpárologtatják
és a keletkezett gőzöket elkülönítve hűtéssel cseppfolyósítják.
Az
elválasztást az teszi lehetővé, hogy a gőzök összetétele nem azonos a
folyadékéval. A komponensek illékonysága is eltérő. Az illékonyabb / kisebb
forráspontú/ összetevő feldúsul gőzben, ami aztán kondenzálható.
A
lepárlás tehát két halmazállapot-változási műveletből tevődik össze:
elgőzölögtetés, az elegy forralásával;
cseppfolyósítás /kondenzáció/ hűtéssel.
Mechanikus
eljárással / ülepítés, centrifugálás/ is szétválasztható folyadékelegy. Olyan
folyadékok választhatók szét, amelyeknek alkotói nem vagy korlátozottan
elegyednek. Ilyen pl. a zsír-víz emulzió.
A
lepárlást szeszes italok előállítására, a gyümölcslé-gyártásban aroma
visszanyerésre, étolaj finomítására alkalmazzák.
A
lepárlás időtartama, valamint a nyert termék minősége szerint
megkülönböztetünk:
egyszeri lepárlást.
Ekkor a folyadékból nyert gőzöket
közvetlenül a hűtőbe vezetik. Az elválasztás azért nem tökéletes, mert a párlat
gőzei csupán a kívánt forráspontnak megfelelő összetevőket tartalmazzák.
A párlatban ennél magasabb és alacsonyabb forráspontú összetevők is vannak;
ismételt lepárlást.
Ennek folyamán többszöri elgőzölögtetés és cseppfolyósítás megy végbe. A párlat
fokozott tisztaságban, töménységben jelenik meg.
Az
ismételt / kétszer-háromszor/ lepárlás a redesztilláció , a
folyamatosan, többszörösen / háromnál többször/ ismételt lepárlás a rektifikáció.
A
lepárlás berendezései:
egyszerű lepárlásra az üst;
ismételt lepárlásra a lepárló / vagy rektifikáló/
oszlop.
A
kondenzált párlatot szedőben gyűjtik. Szakaszos elpárláskor több
szedőedény is alkalmazható.
Lepárló üst
A
gyümölcsszesz-főzde jellegzetes berendezése. A művelet alapanyaga a gyümölcs alkoholos erjesztése után nyert cefre.
A cefre szesz-víz elegynek tekinthető. Lepárlással a szesz-víz folyadék-elegyet
választjuk szét.
Régebben
az üstöt közvetlen alátüzeléssel / fa, gázégő/ hevítették. A gőzfűtés
változatai: gőzcső-kígyó; perforált gőzcső, a gőz közvetlen a cefrébe kerül;
kettős köpenyű üst. Ez utóbbi a leggyakoribb.
A
kisüzemi pálinkafőző kettős köpenyű üst.
A félgömb alakú fenékhez hengeres palást kapcsolódik, mely a párateret veszi
körül. A páratér felső részén sisak és páracső található.
A
cefrét a páratér felső részén adagolják a készülékbe. A betöltött anyag az
edény térfogatának 70 – 75 %-a. A töltés befejezése után a töltőnyílást
zárják, a gőzszelepet nyitják. A forraláskor nyert gőzöket hűtéssel
cseppfolyósítják és szedőben gyűjtik.
A szeszkoncentráció úgy növelhető, ha a pára
lehűtése után a folyadékot ismételten desztillálják. Az üst űrtartalma 800
– 1000 liter. Tartozékok: mintavevő csap, hőmérő, légtelenítő szelep.
Egyszerű
üzemi lepárló
A
pálinkafőzőtől méreteiben, valamint abban különbözik, hogy a szedő több
egységből áll. A lepárló egységei:
kettős köpenyű üst; nyersanyag-
és gőz-csonkok; csőköteges vízhűtéses kondenzátor; szedőedények.
Miután
beöntötték a folyadékot az üstbe, azt melegítik, forralják. A képződött gőzöket
kondenzáltatják. A párlat / desztillátum/ megjelenik a szedőedényben. Az
üst-folyadék mennyisége csökken, összetétele változik. A gőzök kezdetben dúsak
illékony komponensben, majd a koncentráció fokozatosan csökken. A szedő-edénybe
először kevés tömény párlat jut. Később a párlat töménysége csökken.
Több
szedőedény alkalmazásakor a töményebb párlatot / I. frakció/ és a következő
párlatot / II. frakció/ külön edényben fogják fel. Így többféle minőségű
terméket nyernek.
Lepárlóoszlop
A
folyadék-elegy üstben a kívánt tisztaságra nem választható szét.. A
szétválasztás nem elég „éles”. A hatékonyság javítására előbb az
üst fölé sisakot, majd tornyot szereltek. A sisak levegővel érintkező falán a
pára lehűl, a készülékbe csorog. Az üst toldalékát nemcsak hosszabbították,
hanem buborékoktató szerkezeteket építettek be. Így alakult ki a lepárlóoszlop
/e-ábra/.
A
lepárlás hatásfokának javítására, az anyagátadó felület növelésére tányéros és
töltetes oszlopokat fejlesztettek ki.
A
tányéros lepárlóoszlop egymás
fölött dúsító, anyagkicserélő szerkezeteket, tányérokat tartalmaz. Az alul
beépített direkt vagy az oszlopon kívül elhelyezett indirekt forralóból száll fel a gőz. A
szétválasztandó, felülről lecsurgó folyadék illékonyabb komponensét magával
ragadja a gőz.
Minden
egyes tányéron a szemben áramló gőz hatására a lefele áramló folyadék egy része
elgőzölög / részleges elgőzölögtetés/. Egyidejűleg a felfele áramló gőz egy
része lecsapódik / részleges kondenzáció/, miután érintkezik a folyadékkal.
Minél több pára csapódik le, a tányér hatásfoka annál jobb. A gőz egyre
töményebbé válik.
Jó
hatásfokú a tányér-szerkezet akkor, ha
a tálca fölötti folyadék-réteg szintje állandó;
a tálcán a lefelé áramló folyadék és a felfelé áramló
gőz nagy felületen érintkezik egymással.
A
hatásfok javítására többféle tányérszerkezetet fejlesztettek ki. Ezek egyike a buboréksapkás tányér. /e-ábra/. A tányér alsó síkjába
nyílásokat, kürtőket szereltek. A felszálló gőz a kürtőn keresztül lép ki. A
sapkát a kürtő fölé helyezik. A sapka alsó pereme a tányért ellepő forró
folyadékba merül. A lefolyó-csöveken keresztül a folyadék tányérról tányérra
folyik. A lefolyó-csövek a tányér két oldalán felváltva helyezkednek el. Az
egyik tányér lefolyócsöve pl. a bal, a következő a jobb oldalon van. A
lefolyócső tányér feletti mérete, illetve mozgatható gátlemezek szabályozzák a
tányéron a folyadék szintjét.
A
felszálló gőzök a sapka alatt kénytelenek irányukat megváltoztatni. A sapka
alsó szélén bebuborékolnak a folyadékba. A gőzbuborékok nagy felületen
érintkeznek a folyadékkal. Folytatják útjukat a következő tányér felé. A
folyadék kiforralja az illékonyabb komponens egy részét.
Az
illékonyabb komponens gőz alakban tovább száll a felette levő tálca fölé. A gőz
kevésbé illékony komponenseinek egy része is kondenzál a tálca-folyadékba. A
folyadék lefelé halad tálcáról tálcára.
A
lepárlóoszlop átmérőjét és a tálcák egymástól való távolságát a tornyon
időegység alatt átáramló gőz és folyadék mennyisége határozza meg. Mindegyik
tányér egy kis forraló és kondenzátor.
A
műveleti idő növelése nagy folyadék-réteget igényel. Ekkor a gőz áramlási
sebességét is növelni kell. Ennek viszont a folyadék habzása a
következménye. A paramétereket illetően
optimumot kell meghatározni.
A
torony tetején kilépő gőzt / a
„fejterméket”/ hűtőkondenzátorba vezetik és ott lecsapatják. A
lecsapott folyadékot két részre osztják:
refluxra,
amit visszavezetnek a toronyba;
desztillátumra,
ami a szedőedénybe folyik.
A
desztillátum minőségét a reflux-arány / a reflux és a desztillátum
mennyiségének hányadosa/, a tálcák száma és szerkezete határozza meg. A tálcák
számától függ a torony magassága. Ennek korlátja a berendezés beruházási
költsége. Az oszlopot több részben, szerelhető kivitelben gyártják. Így
könnyebb a szerkezet gyártása, szállítása, szerelése és karbantartása. Az
oszlop köpenyét – a hő-veszteség csökkentése céljából - szigetelik.
A
hazai torony tányérjainak egymástól mért függőleges távolsága 150 – 250
mm; a sapka átmérője 100 – 150 mm. A svájci Kühni cég buboréksapkás
lepárló oszlopának tányérjain a gátlemez / folyadékszint/ magassága 15 –
35 mm; a tányérok egymástól való távolsága 150 – 300 mm; a
folyadék-terhelés 0,5 – 20 m³/ m², h.
A
bepárlás hatásfoka, az anyagátadó felület növelése nemcsak tányérokkal, hanem töltettel
is növelhető. A töltetes vagy töltelékes
lepárlóoszlop - a tányéroshoz
hasonlóan – magas henger. A henger belső terét nagy fajlagos felületű
töltik ki. A tölteléket az oszlop palástjára merőleges síkban felszerelt acél
tartórácsra öntik. Az oszlopban a töltet több egységben helyezkedik el. Az
egységek felett bevezetett folyadék a töltelék-testek felületét nedvesíti.
A
gőz az alsó - többnyire az oszlopon kívül elhelyezett – forralóból száll
fel. Közben érintkezik a töltet nedves felületével. Az anyagátadás
felülete a testek száma, illetve fajlagos felülete / m²/ m³ / alapján
határozható meg.
Néhány
tölteléktestet az e-ábra
szemléltet. Leggyakoribb a henger-gyűrű / Raschig-gyűrű/. A töltet anyaga
kőagyag, porcelán vagy műanyag. A töltelék a következő alakzatokat foglalja el
a toronyban:
ömlesztett állapotban a töltet szabálytalan
elrendezésben tölti ki az oszlop térfogatát;
a testek szabályosan, egymás fölött, sorba rakva
helyezkednek el. Ekkor a tartórácsra egy-két sor nagyobb méretű testet raknak.
Ezek fölé ömlesztik a kisebb méretű testeket;
ún. csomag-töltetet alkalmaznak. A csomag-töltet nagy
fajlagos felületű egységekben kialakított huzal és lemez együttes. A huzalok a
tartó-elemek, a lemez képezi a felületet.
Töltött
oszlopban a gőz és a folyadék mennyisége bizonyos határok között változtatható.
A folyadék permetezés és elárasztás formájában van jelen. Anyagmennyiség,
méretek, töltet-forma tekintetében optimum kialakítása szükséges.
A
töltelék-testeket – mint gyártási segédanyagot – több cég nagy
választékban kínálja. Néhány példa: a Rauschert-nyeregtöltet anyaga
kerámia vagy műanyag. A műanyag-töltet mérete 1 – 3”; a fajlagos
tömeg 105 – 60 kg/m³; fajlagos felület 258 – 105
m²/m³; hézagtérfogat / a töltet teljes térfogata –
falvastagság/ 89 – 93 %.
Növényolaj extraktőrök
Az
olajos magból , illetve a préselvényből oldószerrel vonják ki / extrahálják/ a
préselés után az anyagban maradt olajat. A magbél, a benne levő olaj és az
oldószer három komponensből álló rendszert alkot. A szilárd fázisból / a
magból/ az egyik folyadék-fázis / olaj/ a másik folyadék-fázisba / oldószer/
megy át. Ez az „átmenet”, részecske-mozgás a diffúzió.
Hajtóereje a fázisok határrétegén fennálló koncentráció-különbség. A növényolaj
és a cukor diffúziója azonos jellegű. Lényeges eltérés az, hogy az olaj vízben
nem oldódik, ezért kedvezőtlen tulajdonságú oldószert kell alkalmazni.
Az
extraktorban a növényolaj kinyerése több lépcsőben megy végbe. Az extrahálandó
anyagot egységekre, adagokra osztják. Az egységeken vezetik keresztül az oldószert, egyikről a
másikra. A kioldott anyagban az oldószer folyamatosan dúsul. Az extrahálandó
anyagnak folyamatosan csökken az olajtartalma.
A
extrahálandó anyag egységekre osztásának módja/ és az oldószernek az egységekre
való vezetése/ szerint a következő szerkezeteket különböztetjük meg:
az anyag sodronyheveder felületén terül el / de
Smeet/;
az anyag perforált fenekű forgó rekeszekben van
megosztva /Rotocell/;
csigalevelek osztják részekre az anyagot / Hildebrand,
DC-típusú csigás extraktör/;
az anyag perforált fenekű serlegekben helyezkedik el,
a serlegek végtelenített láncra vannak függesztve /Bollmann/.
A
berendezések a következő anyagok megfelelő árama alapján valósítják meg
az olaj kivonását a préselvényből:
a présmaradék vagy dara. Olajtartalma 6 –
8 %. Ezt az olaj-mennyiséget kell kioldani;
a folyamatba friss oldószer lép be /hexan
benzin-származék/;
a darán több lépcsőben átvezetett oldószer
olajtartalma nő, oldó-képessége csökken. Az
olajtartalmú oldószer – a folyamat közbenső szakaszában – a félmiszcella;
a kivonási folyamat utolsó szakaszában elvezetett, olajban
dús oldószer a miszcella / keverékoldat/, az extrakció főterméke.
Étolajat finomítás után nyernek a miszcellából;
a folyamat mellékterméke a 0,5 – 1,0 %
olajtartalmú extrakciós maradék.
Az
extraktör két fő szerkezeti egysége az oldószer-áramoltató rendszer és az
anyagmozgató berendezés. Az oldószer áramoltatás és az anyagmozgatás iránya
szerint megkülönböztetünk:
ellenáramú és
vegyes áramú extraktört.
A
sodronyhevederes de Smeet
extraktör /e-ábra/ ellenáramú olaj-kinyerést valósít meg. A
szalag felületén kiterített présmaradékra ellenáramban
permetezik az oldószert, ami a dara-rétegen átömlik. A szalag végén –
mielőtt az extrakciós maradék kilép a folyamatból – permetezik a darára a
friss oldószert. A szalag alatt oldószer-gyűjtő tartályok helyezkednek el. A
tartályból szivattyú szállítja a félmiszcellát a dara-réteg fölé. A dara-réteg
permetezése annyiszor ismétlődik, ahányszor azt a szalag hossza – a
berendezés kapacitása – lehetővé teszi.
Az
olaj-kivonási folyamat végén, a szalag elején lévő szalag alatti tartályból
vezetik el a miszcellát.
A
szalag szélessége 1 m, sebessége 3 – 4 m/h. A berendezés
teljesítőképessége 40 – 400 t/h. Korábban szalagos extraktört cukor-diffúzióra is alkalmaztak. A sok
szivattyú a lében habképződést váltott ki, ami az anyag-minőség szempontjából
kedvezőtlen.
A
Rotocell / forgó cellás/
extraktőr forgó rekeszekre osztott
henger /e-ábra/. Felső övezetében a
dara, az alsóban az oldószer / fél-miszcella, miszcella/ található. A rekesz
feneke perforált billenő-lap. A lap nyílásain folyik ki a dara-rétegen átömlő
oldószer. Az alsó oldószer-gyűjtő tartályból szivattyú nyomja a folyadékot a
kamra felső részén levő permetező-fejbe. Mindegyik rekesz alatt folyadék-gyűjtő
tartály található. A miszcellát az extrakciós maradék ürítése előtti tartályból
vezetik el. A következő rekesz ugyanis ürítésre kerül.
A
billenő-lap segítségével az extrakció végén, kihordó csiga garatjába ürítik a
rekeszt. A friss oldószert az ürítés előtti rekesz-állásnál juttatják a darára.
A rekesz forgása és az oldószer iránya a hígtól / friss/ a tömény felé
ellentétes. A berendezés ellenáramú.
A
folyamat kör-kerület vonalán zajlik le. A berendezés fajlagos terület-igénye
kedvező. Az utóbbi időben létesített hazai üzemekben Rotocell-extraktört
szereltek fel.
A
Hildebrand extraktőr U-alakban kapcsolt három csigából áll. A csigákat
hengeres köpeny veszi körül. Az U egyik felső pontján a darát, a másikon a
friss oldószert vezetik be. Szivattyú a dara haladási irányával szemben
áramoltatja az oldószert.
A
csigalevél perforált az oldószer kedvező áramlása miatt. A csigák a dara
kilépésének irányában növekvő fordulatszám szerint forognak. Így a dara
tömörödik. A csiga jellemzői és a folyadék áramlási sebessége alapján a
folyamat viszonylag jól szabályozható. Az oldószer a berendezés nagy részében
ellepi a darát /”fürdős extraktör”/, a kioldás jó hatásfokú. A
szerkezet viszonylag egyszerű.
A berendezés hátránya az, hogy a csiga töri a
darát, törmelék keletkezik. A miszcellát a dara belépési pontjánál
szűrőszerkezeten keresztül szivattyúzzák ki a berendezésből.
A
Hildebrand extraktör cukorgyári változata a már említett DC-típusú, ferde
elrendezésű csigás extraktőr.
A Bollmann-extraktőr páternoszter-rendszerű, vegyes-áramú. A kettős végtelenített lánc csapjaira
perforált serlegeket szereltek. Az egyik felső serlegnél a töltő- a másikon az
ürítő-állomás található. Az oldószer az egymás alatti serlegek dara-rétegén és
a serleg perforált fenekén átömlik. Alul kettős tartályban gyűjtik a
folyadékot. A tartályból szivattyúzzák a félmiszcellát a töltési szalag-ág
legfelső serlegébe. A tartály elkülönített részéből a miszcellát vezetik el.
A friss
oldószert – miként az előbbi berendezéseknél – az ürítés előtti
serlegben levő darára permetezik. Az oldószer a felső serlegtől függőlegesen
végig folyik. Miután a végtelenített lánc alul visszafordul / mozgás-iránya
ellenkezőre vált/ és a lánc mindkét ágában serlegek vannak, a berendezés
vegyes-áramú. Egyik lánc-ágban egyen-, a másikban ellenáram valósul meg.
A vegyes-áramon kívül a berendezés hátránya a
nehézkes szerkezet.
Szuperkritikus
extraktőr /e-ábra/
A benzines extrakció hátránya az oldószer
robbanásveszélye, valamint az, hogy a hexan nem élelmiszer-alapanyag. Az
extrakciós üzemben szigorú biztonsági előírásokat kell betartani. Pl. az
extraktőrt a többi üzemtől védőtávolságra kell telepíteni; az elektromos
berendezéseket szikramentes kivitelben kell gyártani, mivel az oldószer-gőz
könnyen robban.
A nagy nyomású gázok oldási tulajdonságai ismertek.
Az ipari gyakorlatban újabban kezdik alkalmazni ezeket a gázokat / pl. a CO2 / extrakció céljára.
Fábry szerint a szuperkritikus extrakció egyszerűsített
folyamata:
kompresszió –
kivonatolás az oldó gázzal – expanzió – az extraktum és az oldó gáz
szétválasztása.
Kávé és tea koffein-mentesítésére kifejlesztett
szuperkritikus extrakció folyamatábráját a Die Ernährungsindustrie 2002. 11.
száma közli, hasonló a gyűjteményben található e-ábra. A kioldás körfolyamatban
/mint pl. a kompresszoros hűtőberendezés/ valósul meg.
A kritikus értékre, 350 bar-ra membránszivattyú
sűríti a gázt. A nyomás-növelést hőközlés / >31ºC/ követi. Az
oldószerként viselkedő CO2 az
extraktőrben kivonja a koffeint. Közbenső hőcserélő után a szétválasztó
egységben expandáltatják a közeget, ami oldószerre / gázra/ és a kivont anyagra
válik szét. A gázt kondenzálják, majd a folyamat ismétlődik.
A berendezésben megvalósítható legnagyobb nyomás 700
bar. A koffein-csökkentésen kívül koleszterin-tartalom csökkentésre, dohány
nikotin-mentesítésére is alkalmazható az eljárás. A szuperkritikus extrakció a
növényolaj-gyártásban még nem gazdaságos.
Csomagológépek
Alapfogalmak A csomagolás nem ágazati,
hanem általános tevékenység a termék-értékesítés során. Feladata sokrétű, ilyen
a termékvédelem; könnyű raktározás, forgalmazás; a fogyasztó informálása és nem
utolsó sorban a környezet védelme.
A csomagolt termék egységtömege és
közvetlen rendeltetése szerint megkülönböztetünk:
fogyasztói csomagot, kis egységű /100-300 g/, önkiszolgáló
rendszerben forgalmazható;
gyűjtőcsomagot, ami az előbbiből
összeállított nagyobb / 20 kg/ egység;
szállítói, kereskedelmi csomagot nagyfogyasztók számára. Pl.
húskészítmény rudakban, burgonya l0-20 kg-os egységekben.
A csomagolandó anyag halmazállapota
szerint megkülönböztetünk szilárd /húskészítmény, kemény sajt/; pépes /tejfel/
és folyékony termékeket.
Csomagolóanyagok: műanyag fólia; fém /
húskonzerv, italok/; papír /liszt, cukor, karton gyűjtőcsomagolásra/; textil
vagy műanyag háló /zöldség, gyümölcs/.
Szeletelt termék csomagolásakor a
csomagológépet szeletelő-gép előzi meg és mérő-címkéző követi. A gépek
együttese csomagoló-vonalat képez.
A dobozzáró és palackozó gépeket a
„zöldség-gyümölcs” szakgéptan kertében érintettük. A következőkben
néhány fóliás csomagológépet mutatunk be.
Kamrás csomagológép A gép kamrájába előre-gyártott fólia-zacskót /
benne a termékkel/ helyeznek. A gép a zacskót légteleníti, igény szerint
védőgázzal tölti, majd lezárja. Fogyasztói csomagon kívüli, egyéb egységek
/egész sonka, nagy egységű zöldség, gyümölcs/ csomagolására alkalmas. A kamra;
fedél; kiegészítő egységek, mint alap-szerkezet több változatban alakítható ki.
Az egykamrás gép szerkezeti egységei: kamra; billenő fedél;
levegő-, védőgáz vezeték; a zacskó szájába illeszkedő szívófej;
vákuumszivattyú, gázpalack; fólia-hegesztő; kompresszor. Nemcsak a zacskót,
hanem a kamrát is légtelenítik. Emiatt a kész csomag a fedél felemelése révén
akkor vehető ki, ha a kamrába levegőt nyomunk.
Ikerkamra alkalmazásakor csökkenthető a gép
veszteség-ideje: amíg az egyik kamrában a légtelenítési, zárási műveletek
folynak, addig a másik kamra tölthető. A kamra és a fedél 90°-os elfordítása
lehetővé teszi nagy méretű zacskó, zsák zárását /4.3.ábra/. Ekkor a fedél nem
billen, hanem görgőkön vízszintesen mozog a kamrához, illetve nyitáskor el a
kamrától. A zsák görgőkön juttatható a kamra és a fedél közé.
A kamra szállítószalag felületén és a
szalag váz-szerkezetének módosításával is kialakítható. Ekkor a kamrás-szalagos
gépet nyerjük. A kamra fenekét képező szalag-felület fölötti fedél függőleges
irányú alternáló mozgást végez. A fedélbe, illetve a módosított vázszerkezetbe
van beépítve a fólia-hegesztő. A szalagos gép előnyei: a kamrába a szalag viszi
be a terméket; a gép átmenő forgalmú; egyidejűleg akár 4 csomag /kettő balra, kettő
jobbra/ is zárható.
Az egykamrás alapegységnél említett
szerkezetek / vákuumszivattyú, palack…/ a gép többi változatához
hasonlóképpen csatlakoznak.
Kettős
fóliás csomagológép A gép
tekercselt fólia sík lapjából előbb tálcát formáz, majd a termék behelyezése
után a fedőfóliával a töltött tálcát lezárja. A kiegészítő műveletek
/légtelenítés, védőgáz, hegesztés/ a kamrás gépnél ismertetett megoldásokkal
egyezőek.
Amíg a kamrás gép előre gyártott zacskót
alkalmaz, addig a kettős fóliás gép a tekercselt fóliából maga készíti a
csomagot. Amíg a kamrás gép műveletei időben
követik egymást /fedél nyit, behelyezés, légtelenítés…/, addig a kettős
fóliás gép műveletei a térben, a gép
hosszvonalában követik egymást. A fóliát vonszoló-szerkezet mozgatja. A fóliával
végzett műveletek ideje alatt a mozgatás szünetel /léptető mozgás/.
A
gép hossza a műveletek számától és a teljesítő-képességtől, szélessége pedig az
egyidejűleg csomagolt egységek számától függ. A gép hosszmérete a szokásos
gép-méreteknél lényegesen nagyobb.
A gép főbb műveleteit és a szerkezeti
egységeket az alábbi, a MULTIVAC honlapról letöltött ábra szemlélteti.
Az alsó
fólia feszítő-, illetve terelő-görgőn át fut be a formázókamrába. A fólia elektromos fűtés és vákuum hatására veszi
fel a forma alakját: a sík fóliából tálca lesz. Vastag fólia pozitív
formázásakor a vákuumot nyomószerszám követi.
Termékkel töltés után a tálcára vezetik a felső
fóliát. Ezután további kamrába jut a csomag, ahol vákuumozás, igény szerint a védőgáz
bevezetése, majd a csomag hegesztéssel végzett zárása következik.
A fólia-szélesség és a csomagméret
függvényében több, lezárt, de még egybefüggő
csomag halad előre. Ezek elválasztása
a következő művelet. Keresztvágásra alternáló mozgású lapkés, hosszvágásra
tárcsás kés szolgál.
Az egybefüggő csomagokat / szőnyegnek
tekinthető, amit „feldarabolnak”/ kétoldalt csipeszek fogják meg,
melyek végtelenített lánc csapjaira vannak szerelve. A hajtómű léptető mozgású. A fólia két széle a csipeszek befogadására
szolgál. Hosszvágás után a fólia széle elválik a csomagtól és mint hulladék vákuum hatására gyűjtőtartályba
jut.
Tömlőtasakos csomagológép
Síkfóliából nemcsak tálca, hanem cső is
formázható. Ehhez nem is kell melegíteni a fóliát. Az eljárás hasonló ahhoz,
amikor a szabó a sík szövetből zakót varr. A zakó geometria szempontból cső,
aminek válla van. / A hegesztést a gombok helyettesítik./
A gép
formázó vállára hossztengelyére merőlegesen vezetik a síkfóliát,
terelő-, feszítő görgőkön át. A váll közepén függőlegesen cső helyezkedik el. A
vállról lefutó fólia felveszi a cső alakját. A csőbe töltik a folyadékot,
átmérője a zacskó méretének felel
meg.
A töltés után a formázócső helyét a
folyadék veszi át. Előbb azonban az
átfedéssel záródó csövet hossz-irányban és kettős keresztirányban le kell zárni
hegesztéssel. A töltés akkor kezdődhet, amikor a zacskó hossz- és alsó
keresztvarrata elkészült. A fóliát lefele vonszoló-szerkezet mozgatja. A kettős
keresztvarrat között, töltés után a zacskókat elvágják és a fólia-zacskóba
csomagolt terméket nyerik.
A téglatest alakú
/”tetra-brik”/ csomag a dobozos
tej. Anyaga többrétegű fólia, aminek a formázása az előbbihez hasonló, de a
doboz több művelet /külső-, belső melegítés, formázás, fedél-kiképzés/ eredményeképpen
alakul ki. Mivel a gép szerkezeti hossza a műveletek számával arányos, a gép
egyenes vonalban való vezetése nagy magassági méretet eredményezne. Ezért a gép
szerkezeteit háztető /háromszög szárai/ vonalában helyezik el. A műveletek
alulról felfele, majd onnan vissza le – követik egymást.
A doboz
nyitható, visszazárható, újabban a palackéhoz hasonló kiöntő-csonkja van.
Megáll a talpán. Lényegesen drágább viszont, mint a zacskó. Rétegei kívülről
befelé:
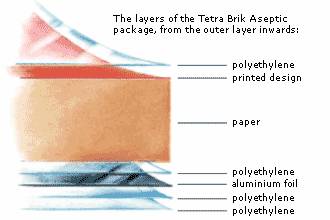
Az
e-ábragyűjteménybe több csomagológép-ábrát
illesztettem, mint amennyi az előadásokon sorra kerül. A csomagolástechnika
növekvő szerepét szándékoztam érzékeltetni. Számonkérésre a
„leadott” anyag kerül.
Irodalom
AMBRUS V. 1982. Tejipari gépek I.-II. Mezőgazdasági Kiadó
BALOGH J. – PÉNZES I. 1995. Termény-feldolgozó gépek szerkezettana I.-III. Dinasztia Kiadó
BALOGH J. – BÁTORI F. 1988. Dohányipari gépek I.- II. Mezőgazdasági Kiadó
BARDACH S. 1992. Tejipari gépek. Kertészeti Egyetem
BERSZÁN G.- KERÉNYI J. 1993, 1994. Tartósító- és húsipari gépek szerkezettana I.- III. Szaktudás Kiadó
BERSZÁN G. 1998. Húsipari szakgéptan. Kertészeti Egyetem
BERSZÁN G. 1999. Hús- és baromfi-ipari gépek I.-II. Agrár-szakoktatási Int.
BERSZÁN G. 2000. Húsipari géptani gyakorlat. Agrár-szakoktatási Int.
BERSZÁN G. –VÁRSZEGI T. 2000. Agrárgazdasági élelmiszer-előállító üzem. Agroinform Kiadó
DOBAY É. 1986.
Cukoripari technológia, I.- III. Mezőgazdasági Kiadó
ÉCSY L.- SZERECZ L. 1967. Cukoripari szakgéptan Műszaki Kiadó
FÁBRY GY. 1995. Élelmiszer-ipari eljárások és berendezések. Mezőgazda Kiadó
FARKAS J. 1978. Malomipari géptani gyakorlat, Mezőgazdasági Kiadó
FERENCZI G. 1982. Söripari gépek I.- III. Mezőgazdasági Kiadó
FERENCZI G. 1993. Erjedésipari gépek és berendezések I.- III. Képzőművészeti Kiadó
GAZDAG L. 1982. Borászati technológia I. – II. Mezőgazdasági Kiadó
GYÖNGYÖSI J. 1999. Baromfi-ipari gépek és berendezések, Agrár-szakoktatási Intézet
GYŐRIVÁNYI B. 1983. A cigarettagyártás, Mezőgazdasági Kiadó
GYŐRIVÁNYI B. 1986. Dohányipari technológia, Mezőgazdasági Kiadó
HIDEGKUTI GY. 1985. Borászati és italipari gépek. Kertészeti Egyetem
HOFFER E. 1990. Tejipari gépek. Csermajor
HOLLÓSI S. –WALKÓ G. 1982. Édesipari gépek I.-III. Mezőgazdasági Kiadó
KARCH L. – PÉNZES I. 1986. Malomipari gépek I. –III. Mezőgazdasági Kiadó
KARSAI I-né 1984. Konzerv- és hűtőipari technológiai gyakorlat, Mezőgazdasági Kiadó
KELEMEN B. 1968. Dohányipari géptan Műszaki Kiadó
KERÉNYI J. 1998. Konzerv- és hűtőipari gépek, Agrár-szakoktatási Intézet
LÁSZLÓCZKY GY.- CHIKÁNY B. 1967. Növényolaj-, kozmetika-, háztartás-vegyipari technológia. Műszaki Kiadó
LENGYEL I.- TELEGDY K. 1968. Növényolaj-ipari technológia. Műszaki Kiadó
MERCZ Á. 1983. Borászati gépek I.- III. Mezőgazdasági Kiadó
PÁL A. 1967. Cukoripari géptan, Műszaki Kiadó
PORCSALMI Z. 1967. Növényolaj-ipari szakgéptan, Műszaki Kiadó
SAÁRY M. 1985. Szesz- és likőripari gépek, I.- III. Mezőgazdasági Kiadó
SZABÓ Z.- CSURI I. - HIDEGKUTI GY. 1988. Élelmiszer-ipari műveletek és gépek, Mezőgazdasági Kiadó
SEBESTYÉN GY. 1988. Baromfi-ipari gépek, Mezőgazdasági Kiadó
STRÁHL A. 1992. Söripari technológia, I.- III. Mezőgazdasági Szaktudás Kiadó
SZENES-né –OLÁH M. 1991. Konzervipari kézikönyv, Integra Kiadó
SZENES-né 1999. Kisüzemi élelmiszer-feldolgozás gépei, Cser Kiadó
TASNÁDI E. 1965. Sütőipari gépek, Műszaki Kiadó
TASNÁDI E. 1994. Sütőipari gépek, Dinasztia Kiadó
TOMAY T. 1989. Gabonaipari szakgéptan, Kertészeti Egyetem
VIGH A. 1967. Cukoripari technológia, I.-II. Műszaki Könyvkiadó
VIGH A. 1982. A cukorrépa ipari feldolgozása, Mezőgazdasági Kiadó
WERLI J. 1987. Kelesztők, sütőkemencék, Mezőgazdasági Kiadó